نصل خلاط بعمودين. خلاطات مجدافية مع أعمدة أفقية. قائمة الأدب المستخدم
تنتج خلاطات WTS Twin Shaft Batch Paddle خلطات عالية الجودة في في أسرع وقت ممكنبأقل استهلاك ممكن للطاقة. تتم معالجة المنتج بأكثر الطرق دقة دون أي ضرر بالمنتج أثناء عملية الخلط.
وصف
خلاطات مجداف WTS ثنائية المحور عبارة عن خلاطات أسطوانية متوازية ذات عمود دوران مزدوج ومزودة بمجاذيف لضمان مزيج متجانس بغض النظر عن حجم الجسيمات والكثافة الظاهرية للمنتجات المخلوطة. يتم تحقيق الجودة العالية للخليط بسبب كفاءة الدوران متعدد الاتجاهات للشفرات المتداخلة مع بعضها البعض.
يوفر هذا التصميم خلطًا لطيفًا في وقت قصير ، فضلاً عن استهلاك منخفض للطاقة.
في عملية الخلط المكثفة ، لا يتم تدمير حتى جزيئات المنتج الهشة.
يمكن تشغيل الخلاط تحت الحمل.
وظيفة
نظرًا للتصميم الخاص وترتيب مجاذيف الخلط على كلا العمودين ، يتيح لك خلاط مجداف الدُفعات WTS إنشاء سرير مميَّع.
أصبح هذا ممكنا بفضل اثنين تقنيات مختلفةالخلط: الحركة المضطربة والإزاحة. بالاقتران مع الحمل المنخفض ، تحدث حركة حرة لكتلة المنتج. في الطبقة المميعة ، يتم توزيع المساحيق والمواد الحبيبية على النحو الأمثل في وقت قصير جدًا. لذلك ، يوفر خلاط WTS Twin Shaft Paddle Mixer مستوى عالالتجانس وسرعة الخلط العالية.
تعتبر عملية الخلط على خلاط مجداف WTS ثنائي المحور فعالة بشكل خاص بسبب الدوران المتداخل للمجاديف في اتجاهين متعاكسين. هذا يضمن تجانس الخليط ، بغض النظر عن حجم الجسيمات والكثافة الظاهرية للمنتجات المختلطة. يوفر هذا التصميم خلطًا لطيفًا في وقت قصير ، فضلاً عن استهلاك منخفض للطاقة. تستخدم الخلاطات ثنائية المحور WTS لخلط المواد السائبة الجافة (المساحيق ، الحبيبات ، المنتجات قصيرة الألياف) ، المواد السائبة الجافة بالسوائل (الترطيب ، التحبيب) ، وكذلك المعاجين منخفضة اللزوجة.
الخصائص
- الإنتاجية: من 48 إلي 5000 لتر للدفعة الواحدة
- معامل الاختلاف: أقل من 3٪
- نسبة الخلط: 1 / 100،000
- نهاية المحامل ب أنواع مختلفةيتم تطهير أختام العمود مع الهواء / الغاز
- خليج قنبلة مزدوج كبير
- حجرة الخلط مصنوعة من الفولاذ الكربوني أو الفولاذ المقاوم للصدأ 304L
مزايا
- استنساخ خليط ممتاز
- أقل خسارة ممكنة (حجم 0-0.5٪)
- الحد الأدنى من وقت التفريغ بفضل فتحة القنبلة المزدوجة
- معدات متينة
- سهولة التنظيف والوصول إلى الجميع الأجزاء الداخليةخلاط
- مزيج من خبرة الإنتاج ومعدات الاختبار
خيارات
- حجرة خلاط من الفولاذ المقاوم للصدأ 316L وعمود
- الرسم لاستخدامه في صناعة المواد الغذائية
- شريط رش سائل دوار
- معدات إمداد السوائل
- حجرة الخلط مع غطاء تدفئة / تبريد
- المجاذيف القابلة للإزالة
خلاطات مجداف بعمودين WTSتتيح لك الحصول على خلطات عالية الجودة في أقصر وقت ممكن بأقل استهلاك ممكن للطاقة. تتم معالجة المنتج بأكثر الطرق دقة دون أي ضرر بالمنتج أثناء عملية الخلط.
خلاطات WTS Twin Shaft Paddle هي خلاطات دفعية مع أسطوانتين متوازيتين وعمودي دوران معاكسين ، ومجهزة بمجاذيف لضمان مزيج متجانس بغض النظر عن حجم الجسيمات والكثافة الظاهرية للمنتجات التي يتم خلطها. يتم تحقيق الجودة العالية للخليط بسبب كفاءة الدوران متعدد الاتجاهات للشفرات المتداخلة مع بعضها البعض.
يضمن هذا التصميم لخلاط WTS خلطًا لطيفًا في وقت قصير بالإضافة إلى استهلاك منخفض للطاقة.
في عملية الخلط المكثفة ، لا يتم تدمير حتى جزيئات المنتج الهشة.
يمكن تشغيل الخلاط ثنائي المحور WTS تحت الحمل.
وظيفة WTS Twin Shaft Paddle Mixer
نظرًا للتصميم الخاص وترتيب مجاذيف الخلط على كلا العمودين ، يتيح لك خلاط مجداف الدُفعات WTS إنشاء سرير مميَّع.
أصبح هذا ممكنًا من خلال تقنيتي خلط مختلفتين: الحركة المضطربة والإزاحة. بالاقتران مع الحمل المنخفض ، تحدث حركة حرة لكتلة المنتج. في الطبقة المميعة ، يتم توزيع المساحيق والمواد الحبيبية على النحو الأمثل في وقت قصير جدًا. لذلك ، يوفر خلاط WTS Twin Shaft Paddle Mixer مستوى عاليًا من التوحيد وسرعة خلط عالية.
تعتبر عملية الخلط على خلاط الدُفعات ذات المجذاف ثنائي المحور WTS فعالة بشكل خاص بسبب الدوران متعدد الاتجاهات للمجاديف المتداخلة. هذا يضمن تجانس الخليط ، بغض النظر عن حجم الجسيمات والكثافة الظاهرية للمنتجات المختلطة. يوفر هذا التصميم خلطًا لطيفًا في وقت قصير ، فضلاً عن استهلاك منخفض للطاقة. تستخدم الخلاطات ثنائية المحور WTS لخلط المواد السائبة الجافة (المساحيق ، الحبيبات ، المنتجات قصيرة الألياف) ، المواد السائبة الجافة بالسوائل (الترطيب ، التحبيب) ، وكذلك المعاجين منخفضة اللزوجة.
ميزات خلاطات WTS ثنائية المحور
- الإنتاجية: من 48 إلى 5000 لتر لكل دفعة ؛
- معامل الاختلاف: أقل من 3٪ ؛
- نسبة الخلط: 1 / 100،000 ؛
- محامل نهائية بأنواع مختلفة من أختام العمود التي يتم تطهيرها بالهواء / الغاز ؛
- قنبلة مزدوجة كبيرة
- حجرة الخلط مصنوعة من الفولاذ الكربوني أو الفولاذ المقاوم للصدأ 304L.
فوائد خلاطات مجداف WTS
- استنساخ ممتاز للخلائط ؛
- الحد الأدنى من الخسائر الممكنة (0-0.5٪ من الحجم) ؛
- الحد الأدنى من وقت التفريغ بسبب حجرة القنابل المزدوجة ؛
- معدات متينة
- سهولة التنظيف والوصول إلى جميع الأجزاء الداخلية للخلاط ؛
- مزيج من خبرة التصنيع ومعدات الاختبار.
خيارات لخلاطات WTS
- غرفة خلاط من الفولاذ المقاوم للصدأ 316L ورمح ؛
- الطلاء لاستخدامه في صناعة المواد الغذائية ؛
- قضيب دوار لرش السائل ؛
- معدات إمداد السوائل ؛
- غرفة الخلط مع سترة التدفئة / التبريد ؛
- شفرات قابلة للإزالة.
أصحاب براءة الاختراع RU 2622131:
يتعلق الاختراع بمعدات لخلط المنتجات السائبة ويمكن استخدامها في صناعة الأعلاف وفي مؤسسات مجمع الصناعات الزراعية وفي الصناعات الأخرى.
الخلاط المعروف عالي السرعة ذو المجذاف أحادي العمود DFML "SPEEDMIX" شركة "Buhler" ، سويسرا (مجلة "Feed internationalation" - رقم 8. - 1996. - S. 25-26) لخلط المنتجات السائبة ، بما في ذلك غرفة الخلط ، عمود بأربع شفرات ، والتي توفر حركة معاكسة للمنتجات بوقت خلط يبلغ 90 ثانية. تتناسب جودة ووقت خلط مكونات الخليط بشكل مباشر مع عدد الشفرات وتكرار دورانها.
عيب هذا الخلاط هو سرعة الدوران العالية لعمود المجذاف ، بسبب قلة عدد الشفرات ، مما يؤدي إلى تكاليف طاقة كبيرة.
شركة خلاطة الدُفعات ذات المجذاف ثنائية المحاور المعروفة "Forberg" ، النرويج (براءة الاختراع النرويجية رقم 143519 ، B01P 7/04 بتاريخ 15/09/76) ، بما في ذلك حوض الخلط ، واثنين من مهاوي المجذاف الأفقية التي تدور في اتجاهين متعاكسين. يحتوي جسم العمل للخلاط على 24 ريشة ، 12 على كل عمود بزوايا دوران مختلفة بالنسبة لمحور العمود. توجد في الجدران النهائية أربع شفرات بزاوية دوران تبلغ 0 درجة وأربع شفرات بزاوية دوران تبلغ 55 درجة ، أما الشفرات الـ 16 المتبقية فتبلغ زاوية دورانها 45 درجة. تتقاطع مسارات دوران ريش عمود واحد مع مسارات دوران ريش عمود آخر.
أثناء تشغيل الخلاط ، تحرك أعمدة المجداف المنتج في أربعة اتجاهات مختلفة لتشكيل خليط متجانسفي غضون 40 ثانية.
عيب تصميم هذا الخلاط هو: تعقيد تصميم جسم العمل ، بسبب وجود عدد كبير من الشفرات ، مما يزيد بشكل كبير من استهلاك الطاقة التي يتم إنفاقها على التغلب على القوى الكبيرة التي تحدث في كل شفرة عند دخولهم المنتج والخروج منه أثناء عملية الخلط ؛ التزامن الإجباري لدوران أعمدة النصل ، حيث يدخل كل صف من شفرات عمود واحد بين صفين متجاورين من ريش عمود آخر. يؤدي الفشل في مزامنة دوران أعمدة الشفرة إلى حدوث تشويش في جسم العمل للخلاط ، حيث تنكسر الشفرات والعمود والمحرك.
الأقرب في الجوهر التقني والتأثير الذي تم تحقيقه هو الخلاط (براءة اختراع لنموذج المنفعة رقم 61588 ، B01F 7/04. خلاط. Afanasiev V.A. ، Shcheblykin V.V. ، Kortunov L. يتم تثبيت محور العمود على أعمدة الشفرة ، بينما يوجد على العمود الأول ستة شفرات في لولب حلزوني من خلال 120 درجة ، وثلاث شفرات بالاتجاه الأيمن للحلزون ، وثلاثة شفرات أخرى - مع اليسار ، وفي العمود الثاني توجد أيضًا ستة شفرات على طول حلزونات حلزونية متشابهة مع اتجاهين يسار ويمين. يتم تثبيت أعمدة الشفرة على مسافة مساوية للارتفاع المزدوج للشفرة مع الحامل ، حيث لا تتقاطع مسارات دوران شفرات كل عمود.
عيوب الخلاط المعروف هو استهلاك الطاقة الكبير المطلوب للتغلب على الجهد الكبير عند مدخل الشفرات إلى المنتج ؛ أوقات الخلط الطويلة بسبب التدفق المضطرب المنخفض للمكونات المراد خلطها.
يتمثل الهدف التقني للاختراع في زيادة كفاءة الخلط وتقليل استهلاك الطاقة المحدد مع تحقيق أفضل تناسق للخلط نتيجة لتنفيذ طريقة الخلط التدريجي على أساس التميع الميكانيكي مع التيار المعاكس المتقاطع ، بالإضافة إلى تقليل مدة عملية الخلط.
يتم تحقيق هذا الهدف من خلال حقيقة أنه في الخلاط ثنائي المحور ، بما في ذلك حوض الخلط ، وعمودان مع شفرات ، ومحرك ، بينما يتم تدوير الشفرات المثبتة على الأعمدة بمقدار 45 درجة بالنسبة لمحورها ، وعلى العمود الأول ، توجد الشفرات المتساوية في حلزوني حلزوني خلال 120 درجة مع الاتجاه الأيمن للحلزون ، كما توجد شفرات حلزونية متشابهة على طول الجانب الأيسر وشفرات حلزونية متشابهة على طول اليسار. الاتجاهات ، يتم تثبيت محور ثابت بشكل متحد المحور داخل كل عمود ذو نصل مجوف ، حيث يتم تثبيت الكامات بميل مساوٍ لميل الشفرات على العمود ذي الشفرات ، مع السطح الخارجي الذي تتفاعل فيه البكرات المثبتة في نهايات رفوف الشفرات ، ويتم تركيب الأرفف الموجودة بين القطر الداخلي للعمود ذي الشفرات والبكرات مع نوابض معقد للحركة. نظرًا للسطح الخارجي للكاميرات ، فإن الحافة العلوية للشفرة ، الملامسة للسطح الداخلي لحمام الخلط ، مصنوعة من مادة مرنة ، ويتم تثبيت فوهات لتزويد المكونات السائلة واللزجة في الجدران النهائية للجزء العلوي من جسم حمام الخلط.
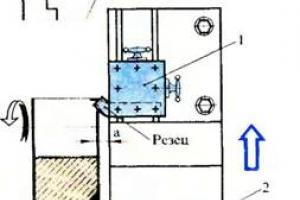
في التين. 1 يُظهر منظرًا أماميًا للخلاط ثنائي المحور ؛ في التين. 2 هو منظر علوي لخلاط ثنائي المحور ؛ في التين. رقم 3 عبارة عن منظر جانبي (يسار) للخلاط ثنائي المحور ؛ في التين. 4 - القسم A-Aمنظر أمامي لخلاط ثنائي المحور ؛ في التين. 5 - قسم من عمود المجذاف وعرض أ لعمود المجداف ؛ في التين. 6 - صورة خلاط مزدوج العمود ؛ في التين. 7 - نسخة الكمبيوتر من العرض العام للخلاط ثنائي المحور ؛ في التين. 8 - صورة ثلاثية الأبعاد للأعمدة اليمنى واليسرى لخلاط ثنائي المحور ؛ في التين. 9 - مخطط دوران العمودين الأيمن والأيسر للخلاط ثنائي المحور.
يحتوي الخلاط ثنائي المحور (الشكل 1-3) على حوض خلط 1 بجدران نهائية 2 و 3 ، وأنبوب تحميل 16 ، وأنبوب تفريغ 17 ، وأعمدة مجداف أفقية مجوفة 4 و 5 تدور في الاتجاه المعاكس ، ومحرك 6 لتدوير أعمدة المجداف 4 و 5 ومحرك 7 لتفريغ الخليط النهائي من حمام الخلط. يضمن التصميم المقترح لمحرك 6 من العمودين 4 و 5 من محرك كهربائي واحد باستخدام محرك سير وعلبي تروس متوازيتين تزامن دوران العمودين 4 و 5. في هذه الحالة ، يدور العمود 4 في اتجاه عقارب الساعة ، ويدور العمود 5 عكس اتجاه عقارب الساعة (الشكل 9).
على الأعمدة 4 و 5 ، يتم تثبيت الشفرات 10 مع رفوف 12 ، في نهاياتها بكرات 13 (الشكل 5). على الرفوف 12 ، الواقعة بين القطر الداخلي للعمود المجوف ذي النصل والبكرات 13 ، يتم وضع الزنبركات 11. لسهولة التركيب والصيانة للزنبركات 11 والبكرات 13 ، يتم حفر ثقوب في الأعمدة 4 و 5 ، حيث يتم تثبيت البطانات 14 على طول الخيط (الشكل 5).
داخل كل عمود ذو نصل مجوف 4 و 5 ، يتم تثبيت المحاور الثابتة 8 بشكل محوري ، حيث يتم تثبيت الحدبات 9 بخطوة مساوية لميل الشفرات 10 على العمود ذي الشفرات.
السطح الخارجي للكاميرات 9 يتفاعل مع بكرات 13 مثبتة على نهايات الرفوف 12 من الشفرات 10.
يتكون الجزء العلوي من جسم حمام الخلط 1 على طول خط معقد يتوافق مع مسار الشفرات 10 ، بسبب السطح الخارجي للكاميرات 9 (الشكل 4).
الحافة العلوية للشفرة 10 ، التي تلامس السطح الداخلي لحمام الخلط 1 ، مصنوعة من مادة مرنة.
تم تركيب الشفرات 10 على أعمدة 4 و 5 بزاوية دوران 45 درجة بالنسبة لمحور الأعمدة (الشكل 5). علاوة على ذلك ، على العمود 4 ، توجد حتى الشفرات في حلزوني حلزوني من خلال 120 درجة مع الاتجاه الأيمن للحلزون ، والشفرات الفردية - مع اليسار ، على العمود الثاني ، توجد أيضًا شفرات زوجية وفردية على طول حلزونات متشابهة مع اتجاهات يسار ويمين (الشكل 8 والشكل 9). التثبيت على العمود 4 من الشفرات 10 ، بالتناوب على طول مسار لا يتقاطع مع مسار دوران الشفرات 10 من العمود 5 ، يزيد من الموثوقية التشغيلية ويؤدي أيضًا إلى اضطراب تدفق المكونات المختلطة للخليط (الشكل 8 و 9).
في الجدران النهائية 2 و 3 للجزء العلوي من حوض الخلط ، يتم تركيب فوهات واحدة 15 لتزويد المكونات السائلة واللزجة.
يعمل الخلاط المقترح على النحو التالي.
يتم تحميل مكونات السائبة الأولية في الخلاط من خلال أنبوب التحميل 16. يتم تشغيل المحرك 6 ، ويتم تدوير العمودين 4 و 5 باتجاه بعضهما البعض.
نظرًا لترتيب الشفرات المتساوية على العمودين 4 و 5 على طول حلزوني حلزوني بزاوية 120 درجة مع الاتجاه الصحيح للحلزون ، والشفرات الفردية مع الجانب الأيسر ، فإن حركة مكونات الخليط في حمام الخلاط 1 لها شكل تدفق معاكس متقاطع ، لأن أنها توفر اتجاه حركة يتدفق الخليط نحو بعضها البعض في الاتجاه من الجدران النهائية إلى مركز الخلاط.
يوصى بتثبيت الشفرات 10 على أساس الدراسات التجريبية بزاوية 45 درجة على المحور الأفقي للأعمدة 4 و 5 ، حيث يتم إنشاء كثافة الخلط عن طريق تكوين تدفقات كتلة قوية معاكسة للخليط المختلط. عندما تنخفض زاوية دوران الشفرات إلى الصفر ، يتناقص الإزاحة الخطية لكتلة الخليط ويتوقف عند 0 درجة ، تزداد مقاومة الوسط والحركة الدورانية المحيطية للجسيمات ، وعندما تزداد زاوية دوران الشفرات إلى 90 درجة ، تنخفض مقاومة الوسط ، ولكن تنخفض أيضًا شدة حركة الجسيمات. كما تم الأخذ في الاعتبار أنه عند زاوية دوران الشفرات بمقدار 45 درجة ، تم ضمان الاستهلاك الأمثل للطاقة الكهربائية.
المعلمة المحددة للخلاط هي نصف قطر امتداد الشفرة. السرعة المحيطية للشفرات 10 على العمودين 4 و 5 تعتمد على قيمة نصف القطر ، وكما أظهرت دراساتنا فمن الأفضل جعلها متغيرة مما أثر بشكل مباشر على طبيعة خلط مكونات الخليط.
تُظهر الدراسات التجريبية لخلاط مزدوج العمود (الشكل 6) ، التي أجريت بسرعات محيطية من 1 إلى 2.1 م / ث ، أن الحد الأدنى من التدفقتتوافق الكهرباء مع السرعة المحيطية V p = 1.31 ... 1.45 m / s. عند استخدام المساواة في السرعات الطرفية ، والتي تكون السرعة المحيطية فيها نقاط متطرفةيتم أخذ شفرات 10 لخلاط النموذج الأولي (الشكل 6 و 7) مع تشابه حركي يساوي 1.4 م / ث ، وسرعة دوران أعمدة الشفرة 4 و 5 من خلاطات النموذج الأولي بسعة 2 و 5 و 10 و 20 طن / ساعة هي 50 و 37 و 29 و 23 دورة في الدقيقة.
توفر الشفرات 10 ، التي تدور بنصف قطر متغير الامتداد ، سرعة محيطية متغيرة للحركة لمكونات الخليط. يتم إنشاء نصف قطر امتداد متغير (للشفرات نصف قطر امتداد أدنى من النقطة السفلية وحد أقصى 90 درجة على طول اتجاه الدوران) بسبب حركة البكرات 13 على طول سطح الكامات 9 أثناء دوران الشفرات 10. في نفس الوقت ، تشكل خليطًا شبيهًا بالغبار يعتمد على التميع الميكانيكي ، والذي ، بالاقتران مع تدفق عكسي متقاطع من خلال وضع الحلزونات المتساوية 4 على الاتجاه 5 درجة. الشفرات الفردية - مع اليسار ، تخلق تأثير التميع الميكانيكي للخليط ، حيث يكون من المناسب إدخال مكونات سائلة مشتتة بدقة (الشكل 8 و 9). إذا لزم الأمر ، يتم توفير المكونات السائلة واللزجة من فوهات الرش 15 الموجودة في الجدارين النهائيين 2 و 3 للجزء العلوي من حمام الخلط 1.
وهكذا ، تم الكشف عن علاقة السبب والنتيجة بين نصف القطر المتغير للشفرات وقيمة سرعة الدوران لأعمدة الشفرات 4 و 5 للخلاط ، مما يضمن الحد الأدنى من استهلاك الطاقة الكهربائية والحصول على خليط متجانس في فترة زمنية قصيرة.
ثم يتم تشغيل محرك 7 ، والذي يفتح اللوحات لأنبوب التفريغ 17 ، ويتم تفريغ الخليط النهائي من حمام الخلط 1.
أظهرت نتائج الاختبار للعينة التجريبية للخلاط ثنائي المحور أنه يوفر تجانس الخليط في وقت الخلط 30 ثانية (الشكل 6).
وبالتالي ، سيسمح استخدام الاختراع بما يلي:
تحسين عملية خلط المواد الخام المختلفة من حيث التركيب الحبيبي والخصائص الفيزيائية والميكانيكية من خلال الحفاظ على نصف قطر متغير الامتداد للشفرات 10 وإضفاء سرعة محيطية متغيرة لمكونات الخليط ؛
قم بتوسيع نطاق التطبيق بسبب تكوين خليط مترب ، بسبب التدفق المعاكس المتقاطع الناتج عن ترتيب الشفرات المتساوية على العمودين 4 و 5 في حلزوني حلزوني خلال 120 درجة مع الاتجاه الأيمن للحلزون ، والشفرات الفردية - مع اليسار ؛
الحصول على مخاليط متجانسة متعددة المكونات ذات جودة عالية نتيجة لتأثير التميع الميكانيكي والإدخال المنتظم للمكونات السائلة واللزجة في خليط من المواد السائبة.
خلاط ذو عمودين ، بما في ذلك حوض الخلط ، وعمودان مع شفرات ، ومحرك ، يتميز بأنه من أجل زيادة كفاءة الخلط وتقليل مدة عملية الخلط ، يتم تدوير الشفرات المثبتة على الأعمدة 45 درجة بالنسبة لمحورها ، وفي العمود الأول توجد الشفرات الزوجية في حلزوني حلزوني من خلال 120 درجة مع الاتجاه الصحيح للعمود الفردي على الحلزون الثاني أيضًا ، على طول اللوالب الحلزونية المتشابهة ذات الاتجاهات اليسرى واليمنى ، داخل كل عمود ذو نصل مجوف ، يتم تثبيت محور ثابت بشكل محوري ، حيث يتم تثبيت الكامات بملغمة مساوية لميل الشفرات على العمود ذي الشفرات ، مع السطح الخارجي الذي تتفاعل فيه البكرات المثبتة على نهايات رفوف الشفرات ، ويتم وضع الينابيع على الرفوف العلوية الموجودة بين الفتحات ذات القطر الداخلي الخط المقابل لمسار الشفرات ، نظرًا للسطح الخارجي للكاميرات ، فإن الحافة العلوية للشفرة ، عند ملامستها للسطح الداخلي لحمام الخلط ، مصنوعة من مادة مرنة ، ويتم تثبيت فوهات لتزويد المكونات السائلة واللزجة في الجدران النهائية للجزء العلوي من جسم حمام الخلط.
براءات الاختراع المماثلة:
يحتوي جهاز العجن (2) على عمودين على الأقل (12 ، 14) ، حيث يتم تثبيت الأدوات (18 ، 22) الموجودة في حجرة العجن (6). يتم تصنيع واحدة على الأقل من الأدوات (18 ، 22) لنقل العجين من منطقة التحميل (10) في اتجاه التغذية (20) إلى فتحة التفريغ (8).
يتعلق الاختراع بالزراعة ، ولا سيما أجهزة تحضير الأعلاف في مزارع ومجمعات الماشية. يتكون جهاز خلط العلف الجاف والإضافات الجافة من قادوس تغذية جاف ، حيث يتم تثبيت مثقب التفريغ ، على شكل حلزوني قسم مستدير، في منطقة التفريغ ، يتم تصنيع مثقب التفريغ على شكل شفرات على شكل حرف U ذات مقطع عرضي دائري ، مصنوعة من قضيب بقطر 4 ... 10 مم ويتم تدويرها بالنسبة لمحور الدوران بزاوية α = 5 ... 30 ... 70 مم مع وصلات 2 ... 4 مم ، بالتوازي مع القادوس للتغذية الجافة ، يوجد قافز متعدد المكونات مع موزع مسطح ذو عمود مضاف في قسمين. ades بمبلغ 6 ... 20 جهاز كمبيوتر شخصى.
يتعلق الاختراع بأجهزة لخلط المواد ذات القابلية السيئة للتدفق والاختلاف في الكثافة ، على سبيل المثال ، لخلط المكونات الموصوفة من أصل حيواني ونباتي ، وكذلك منتجات تخليق ميكروبي ، ويمكن استخدامها لتحضير العلف في زراعة.
يتعلق الاختراع الحالي بجهاز احتجاز يحبس عامل إضافة مسحوق مطرود من عجن الضغط. نوع مغلقلعجن مادة بلاستيكية عالية اللزوجة مثل المطاط والبلاستيك والسيراميك ؛ وطريقة لاحتجاز عامل إضافة مسحوق باستخدام جهاز محاصرة.
يتعلق الاختراع بالصناعة الكيميائية ويمكن استخدامه لمعالجة المواد الخام العضوية. يشتمل المصنع على نظام إمداد المواد الأولية (1) ، ومفاعل حيوي لا هوائي (2) ، وسخان الكتلة الحيوية ، ونظام إزالة الغاز الحيوي (3) ، ونظام إزالة الكتلة الحيوية (7) ، ونظام التحكم في العمليات (6).
يتعلق الاختراع بخلاط لتحضير مادة طب الأسنان ويمكن استخدامه في الطب. يحتوي الخلاط (10) لتحضير مادة طب الأسنان على برميل خلط (17) ودوار خلط (16) وأنابيب مدخل (13 ، 14) للخلاط وأنبوب مخرج (15).
يتعلق الاختراع بمجال الحصول على مساحيق كروية (SFP) لـ الأسلحة الصغيرة. تتضمن طريقة الحصول على مسحوق كروي خلط المكونات في مفاعل ، وإعداد مسحوق ورنيش في أسيتات الإيثيل ، والتشتت في وجود غراء وتقطير المذيب ، بينما يتم تشتيت مسحوق الورنيش في مفاعل بحجم 6.5 م
يتعلق الاختراع بمعالجة المواد التي من صنع الإنسان ويمكن استخدامه في العديد من الصناعات: الكيميائية والطاقة والوقود ، وكذلك في الصناعة مواد بناءلتحضير المخاليط المركبة مع المواد الليفية الدقيقة. تتكون الوحدة التكنولوجية لخلط المواد الليفية التكنولوجية من خلاطات رأسية 1 و 7 أفقية مع شفرات مثبتة في سلسلة. شفرات الخلاط العمودي 4 حلزونية مزدوجة الخيوط ، على شكل أسطح حلزونية لمدخل أحادي الاتجاه نحو تفريغ المواد. يتم تصنيع الشفرات 11 و 13 للخلاط الأفقي في أجزاء التحميل والتفريغ على شكل حلزوني أحادي الاتجاه باتجاه تفريغ المواد. يتم تثبيت 12 شفرات حلزونية ثنائية الاتجاه موجهة بشكل معاكس بينهما.يحتوي الخلاط الأفقي 7 على كتلة للضغط المسبق الميكانيكي للخليط ، ممثلة بمخاريط خارجية وداخلية مصنوعة من مخروطين. تتضمن طريقة خلط المواد الليفية ذات المنشأ التكنولوجي الخلط مع مادة رابطة عضوية والترطيب بالبخار والضغط الميكانيكي للخليط. يتم الخلط على مرحلتين. في المرحلة الأولى ، يحدث الخلط المضطرب الدوراني. في المرحلة الثانية ، يتم إعادة تدوير الخلط مع الترطيب بالبخار. التأثير: خلط المواد الليفية ذات الخصائص الفيزيائية والميكانيكية المختلفة وتحسين جودة الخليط عن طريق الخلط عالي السرعة خطوة بخطوة مع تنظيم إعادة التدوير الداخلي في كل مرحلة من مراحل الخلط والزيادة المتتالية في كثافتها عن طريق الضغط المسبق الميكانيكي. 2 ن. f-ly ، 4 مرض.
يتعلق الاختراع بمجال الهندسة الميكانيكية ، حيث يتم خلط المكونات الأولية في كتلة متجانسة ، ويمكن استخدامها في الزراعة والصناعات الأخرى. في الخلاط ثنائي المحور ، يتم تضمين الشفرات في مجموعات من التجميعات التي يتم تركيبها على كل جانب من الجوانب الأربعة على طول أعمدة مربعة أفقية بطول الخلاط ولها نهايات مستديرة مثبتة في حاويات أسطوانية مع محامل كروية محكمة الغلق. في نفس الوقت ، في الطرف العلوي من كل مفتاح حد رأسي ، يتم تثبيت شفرة في الفتحات ، والتي يتم تصنيعها على شكل ألواح نصف قطرية بسمك لا يقل عن 10 مم ، ولا يزيد عرضها عن 80 مم ، ويتم تصنيع الطرف السفلي لكل ساق على شكل دودة ذات أسنان مطوية مطحونة ، والتي توفر القدرة على تدوير الشفرات في مستوى 45 درجة ، وكثافة 0،3 درجة ، على التوالي. و 0.75 طن / متر مكعب ، ويتم تدوير الأعمدة الدائرية الأفقية لمحرك تدوير الشفرات وأعمدة الأنابيب المربعة للخلاط بواسطة محركات كهربائية. يتم تحقيق تجانس الخلط بنسبة 98٪ على الأقل. يوفر الاختراع زيادة في موثوقية مجموعات وحدات التجميع وتقليل استهلاك المعدن واستهلاك الطاقة للعملية بأكملها ، على التوالي ، بأكثر من 25٪ و 35٪. 2 مريض.
يتعلق الاختراع بمعدات لخلط المنتجات السائبة ويمكن استخدامها في صناعة الأعلاف وفي مؤسسات مجمع الصناعات الزراعية وفي الصناعات الأخرى. يحتوي الخلاط ثنائي المحور على حوض خلط ، وعمودين مع شفرات ، ومحرك ، بينما يتم تدوير الشفرات المثبتة على الأعمدة بمقدار 45 درجة بالنسبة لمحورها ، وعلى العمود الأول توجد الشفرات المتساوية في لولب حلزوني من خلال 120 درجة مع الاتجاه الأيمن للحلزون ، وتوجد أيضًا الشفرات الفردية - مع الاتجاهين الأيسر ، والزوجي والفردي ، أيضًا على طول الشفرات المجوفة اليسرى والداخلية المتشابهة. رمح محور ثابت مثبت بشكل محوري ، حيث يتم تثبيت الكامات ، مع ميل مساوٍ لميل الشفرات على العمود ذي الشفرات ، مع السطح الخارجي الذي تتفاعل فيه البكرات المثبتة في نهايات رفوف الشفرات ، والأرفف الموجودة بين القطر الداخلي للعمود ذو الشفرات والبكرات مزودة بزنبركات ، ويتم تصنيع الجزء العلوي من خط الخلط مع حركة الجسم المعقد. ، الحافة العلوية للشفرة ، الملامسة للسطح الداخلي لحمام الخلط ، مصنوعة من مادة مرنة ، في الجدران النهائية للجزء العلوي من جسم حمام الخلط توجد فوهات لتزويد المكونات السائلة واللزجة. تتمثل النتيجة التقنية للاختراع في زيادة كفاءة الخلط وتقليل استهلاك الطاقة المحدد مع تحقيق أفضل تناسق للخلط نتيجة لتنفيذ طريقة الخلط التدريجي على أساس التميع الميكانيكي مع التدفق المعاكس المتقاطع ، بالإضافة إلى تقليل مدة عملية الخلط. 9 مريض.
إرسال عملك الجيد في قاعدة المعرفة أمر بسيط. استخدم النموذج أدناه
سيكون الطلاب وطلاب الدراسات العليا والعلماء الشباب الذين يستخدمون قاعدة المعرفة في دراساتهم وعملهم ممتنين جدًا لك.
نشر على http://www.allbest.ru
مقدمة
لخلط الطين أثناء الصب شبه الجاف والبلاستيك لمنتجات السيراميك ، وخلاطات مجداف أحادية المحور وثنائية العمود من الخلاطات المستمرة و عمل دوري.
تُستخدم خلاطات هذه المجموعة لتحضير خليط من عدة مكونات ، ولإعداد كتلة متجانسة متجانسة في شكل جاف أو مع رطوبة. يمكن إجراء الترطيب بالماء أو البخار ضغط منخفض. في الحالة الأخيرة ، أكثر من ذلك جودة عاليةالمنتجات ، لأن البخار يسخن الكتلة ثم يكثفها ويرطبها. المعلمة الرئيسية لخلاطات مجداف هي إنتاجيتها.
في خلاطات المجداف المستمرة ، يتم تثبيت الشفرات على العمود على طول خط حلزوني ، مما يضمن الخلط المتزامن وحركة المنتج على طول العمود.
لضمان الجودة المطلوبة لخلط المنتجات السائبة في خلاط مجداف مستمر ، يتم تحديد وقت الخلط الأمثل تجريبياً ، والذي يجب أن يتوافق مع وقت حركة المنتجات السائبة في الخلاط من مكان التحميل إلى مكان التفريغ. يمكن تغيير هذا الوقت عن طريق تغيير عدد دورات العمود باستخدام الشفرات ، وكذلك زاوية دوران الشفرات بالنسبة للعمود. خلط السيراميك خلاط مجداف
يستخدم الخلاط SMK-18 في مصانع تصنيع الطوب والبلاط ومنتجات سيراميك البناء الأخرى مع المؤشرات الأولية للمواد الخام الطينية:
الرطوبة 5-20٪؛
درجة الحرارة - لا تقل عن + 3 0 درجة مئوية.
1. البيانات الفنية
|
الإنتاجية (عند كثافة الخليط 1700 كجم / م 3) |
|||
|
سرعة عمود العمل |
|||
|
القطر الموصوف بواسطة الشفرات |
750 مم |
||
|
القدرة المركبة |
30 كيلوواط |
||
|
أبعاد |
5400 مم |
||
|
1800 مم |
|||
|
1620 مم |
|||
|
وزن الخلاط |
3500 كلغ |
2. جوهر والغرض من عملية الخلط
تم تصميم خلاط مجداف بعمودين لخلق كتلة متجانسة ومبللة بالتساوي. عمودان مجداف يدوران في الحوض الصغير. يتم ترتيب الشفرات في خط حلزوني. في خلاط التدفق المباشر ، يقوم كلا العمودين بتحريك المادة في اتجاه واحد أثناء الدوران والخلط. يتم تغذية البخار في الكتلة من الأسفل من خلال قاع متقشر بحيث لا تسد الثقوب بالطين. في الوقت نفسه ، يتحول جزء من الطين إلى زلة ، يتم تجميعها في حاويات (مجمعات الطين) الموجودة أسفل قاع متقشر.
مسار الكتلة المختلطة: فتحة التغذية ، الحوض الصغير ، شفرات العمود ، الترطيب بالبخار و / أو الماء. يستخدم فى انتاج الطوب الطفلى بالطريقة البلاستيكية.
مزايا:
معدات مستمرة
وجود الترطيب بالبخار.
الاحماء ، وزيادة اللدونة من الكتلة.
العيب هو التصميم المعقد.
يتكون الخلاط من هيكل ملحوم على شكل حوض ، ومحاور مدفوعة وموجودة مع شفرات ومحرك. ينتقل دوران الأعمدة من المحرك الكهربائي من خلال قابض الاحتكاك ، وعلبة التروس ، والاقتران ، والعتاد المحفز الموجود في صندوق مغلق. يتم توفير البخار من خلال الجزء السفلي من الغلاف ويتم تفريغ المكثفات. الجزء السفلي من العلبة محمي بالعزل الحراري وغطاء للاحتفاظ بالحرارة. يوجد في الجزء العلوي من الجسم أنبوب مثقوب لري الكتلة بالماء. يتم تغذية كتلة الطين من خلال فتحة التحميل في الجزء العلوي من الجسم ، ثم يتم خلطها مع شفرات تدور باتجاه بعضها البعض ، مما يدفع الكتلة إلى فتحة التفريغ الموجودة في الجزء السفلي من الجسم. أثناء التحريك ، يمكن ترطيب الكتلة بالماء أو البخار. سرعة حركة الكتلة إلى فتحة التفريغ ، وبالتالي فإن أداء الخلاط يعتمد على زاوية دوران شفرات أعمدة الخلط. مع زيادة زاوية الدوران ، تزداد أيضًا إنتاجية الخلاط. في الوقت نفسه ، تعتمد جودة الخلط الشامل أيضًا على زاوية دوران الشفرات. مع انخفاض زاوية دوران الشفرات ، تتحسن جودة خلط الكتلة.
يستخدم الخلاط في مصانع إنتاج الطوب والبلاط ومنتجات سيراميك المباني الأخرى.
3. العملية التكنولوجية للإنتاج من GRفيقتال السيراميك
صناعة السيراميك مواد الجداريعتمد بشكل أساسي على تطبيق تقنية صب البلاستيك وتقنية الضغط شبه الجاف. السنوات الاخيرةتكتسب تقنية صب البلاستيك من كتل السيراميك منخفضة الرطوبة باستخدام نفايات تخصيب الفحم شعبية.
تفترض التقنية التقليدية لقولبة البلاستيك من كتلة الطين ذات المحتوى الرطوبي 18-24٪ المراحل الرئيسية التالية في إنتاج الطوب: تحضير ومعالجة كتلة الطين مع المواد المضافة (الميل والحرق) ، التشكيل ، قطع الأخشاب ، ووضع المواد الخام على المركبات لتجفيف وإطلاق وتعبئة المنتجات النهائية (الشكل 1.1).
في استخراج ومعالجة كتلة الطين ، يتم استخدام حفارة ذات عجلات دلو ، ومزيل الطين ، ومغذي صندوق ، ومعدّلات ، وبكرات ، وخلاطات.
يعتمد تسلسل تركيب الآلات المدرجة على نوع المنتجات والخصائص الانسيابية والهيكلية للمواد الخام. يتم ضمان التشغيل المستقر للخط بأكمله من خلال استخدام مخازن الشحن الآلية ، والتي تجعل تشغيل مجمع المعدات مستقلاً عن توريد المواد الخام من المحجر وتحسين جودة المنتجات. بالنسبة لمنتجات التشكيل ، يتم استخدام مكابس الحزام اللولبي ، ولقطع الأخشاب ، يتم استخدام آلات القطع أحادية السلسلة ومتعددة السلاسل. يتم تشكيل منتجات الطين رقيقة الجدران وعالية الجودة التي تتطلب معالجة الفراغ بواسطة مكابس تفريغ ، والتي عادة ما يتم دمجها مع خلاط. بدون مكابس فراغعادة ما تستخدم في صب الطوب الصلب.
تعتمد المعدات التي تضمن وضع المواد الخام على المركبات للتجفيف والحرق إلى حد كبير على نوع المجففات والأفران. الأكثر شيوعًا هي مجففات الغرف والأنفاق والناقل. عند استخدام مجففات منخفضة الإنتاجية ، توضع المواد الخام على سكك وإطارات (خشبية وألمنيوم) أو على منصات نقالة. حسب نوع المجفف المستخدم أنواع مختلفةعربات تجفيف المنتجات عليها. لنقل عربات التجفيف من المجففات إلى الأفران وإعادة العربات الفارغة إلى وضعها الأصلي ، يتم استخدام عربات النقل الكهربائية ذات التصميمات المختلفة. يعتمد تصميم الآلات التي تفرغ عربات التجفيف وتحميل المنتجات المجففة على عربات الفرن ، وكذلك شكل وعدد الأكوام عليها ، على حجم ونوع الأفران. تُستخدم الدوافع والعربات لنقل عربات التجفيف والأفران المحملة أو الفارغة خارج المجففات والأفران وداخلها. يتم تفريغ المنتجات النهائية من عربات الفرن 15 وتعبئتها باستخدام أجهزة التفريغ والتعبئة الأوتوماتيكية ، والتي توفر ضمادات لحزمة النقل بأشرطة لنقلها إلى موقع البناء.
يتم تشكيل مجموعة متنوعة من مواد الجدران البلاستيكية من كتلة طينية ذات رطوبة منخفضة. يتم توفيره عن طريق مكابس لولبية بقوة دفع أعلى بكثير من قوة محرك المكابس التي تشكل منتجات من كتلة الطين من رطوبة الصب العادية. إذا كانت القوة الميكانيكية للمواد الخام تسمح بذلك ، يتم وضع المادة الخام على عربة الفرن للجمع بين التجفيف والحرق.
تكتسب تقنية القولبة الموفرة للموارد باستخدام نفايات تخصيب الفحم (درجة استخدام النفايات تصل إلى 100٪) شعبية. في هذه الحالة ، يشمل الخط التكنولوجي ، إلى جانب مجموعة المعدات التقليدية ، آلات خاصة لمعالجة نفايات الفحم ومكابس تفريغ لولبية ذات تصميم خاص مع محرك طاقة متزايد.
التمييز بين قولبة البلاستيك بمسحوق الطين الذي تم الحصول عليه بتقنية الضغط شبه الجاف. يخلط المسحوق في الخلاط مع الإضافات ، ويتم ترطيبه وإدخاله في مكبس لولبي.
يوضح تحليل عمل مجمعات المعدات المحلية والأجنبية أن المستوى الفني والتصميم الرئيسي والميزات التكنولوجية للمعدات يتم تحديدها من خلال طريقة وضع المواد الخام على عربات التجفيف والفرن. يمكن تقسيم الخطوط التكنولوجية المختلفة لقولبة البلاستيك ، المجهزة بمعدات مختلفة ، إلى أربع مجموعات وفقًا لطريقة التمديد: الرف (الإطار) ، البليت ، الرف ، التجفيف المكدس.
أرز. 1.1 نظام التكنولوجياإنتاج طوب السيراميك بقولبة البلاستيك:
1 - حفارة ذات دلو ؛ 2 - عربة قلابة ؛ 3 - قاطرة كهربائية أو شاحنة قلابة ؛ 4 - كسارة 5 - شاشة 6 - مغذي 7 - خلاط الطين. 8 - خلاط 9 - مكبس لولبي للحزام ؛ 10 - القطع والتكديس الأوتوماتيكي للمواد الخام على عربات التجفيف ؛ 11 - عربة التجفيف ؛ 12 ، 17 - عربة نقل الطاقة ؛ 13 ، 18 - دافعات ؛ 14 - مجففة 15 - عربة الفرن ؛ 16 - إعادة التحميل التلقائي للطوب المجفف على عربة فرن ؛ 19 - فرن نفقي 20 - التفريغ الأوتوماتيكي لسيارات الأفران والتكديس ؛ 21 - المطاحن الرطبة 22 - بكرات إطلاق الحجر ؛ 23 - صندوق التغذية ؛ 24 - مرخي الطين.
مقارنة المجمعات على أساس طرق مختلفةيشير التجفيف والحرق إلى أن الانتقال من عربات التجفيف منخفضة السعة (القضبان والإطارات) إلى عربات أكثر رحابة (المنصات) يخلق ظروفًا مواتية لتشغيل أنظمة النقل ، ويضمن تحقيق أعلى المستوى التقنيالمعدات وأفضل أداء تقني واقتصادي للمجمع ككل.
على التين. يوضح الشكل 1.2 رسمًا تخطيطيًا لإنتاج الطوب بالضغط شبه الجاف. يضمن الخط التكنولوجي التنفيذ المتسلسل للعمليات التالية: استخراج الطين وتجفيفه وطحنه وتحضير المواد المضافة وخلط وترطيب الكتلة. يتم ضغط المسحوق في قالب مكبس ميكانيكي أو هيدروليكي ، ويتم تكديس المواد الخام في أكوام على عربة فرن للحرق ، وإذا لزم الأمر ، للتجفيف. يتم تفريغ المنتجات المشتعلة وتعبئتها وإرسالها إلى موقع البناء.
يعد الاختلاف في طريقة الضغط شبه الجاف طريقة لتوفير الموارد للضغط باستخدام نفايات تحضير الفحم ، حيث يتم تضمين آلات تحضير النفايات في خط الإنتاج.
بالإضافة إلى ذلك ، يتم استخدام الضغط شبه الجاف باستخدام طريقة الانزلاق لتحضير مسحوق الكبس. في هذه الحالة ، يتم إدخال مجفف الرش في خط الإنتاج ، والذي يضمن إنتاج مسحوق الطين بمحتوى رطوبة بنسبة 8.5-9.5٪. يتم تحضير المسحوق عن طريق إذابة طين المحجر وتنظيف الملاط الناتج من المواد الغريبة ورش الملاط بالتجفيف.
أرز. 1.2 المخطط التكنولوجي لإنتاج طوب السيراميك بالضغط شبه الجاف:
1 - عربة أو شاحنة قلابة ؛ 2 - صندوق التغذية ؛ 3 - بكرات للكشف عن الأحجار ؛ 4،6،9 - ناقلات ؛ 5 - تجفيف الأسطوانة ؛ 7 - مغذي رقائقي ؛ 8 - متجر الطين 10 - عداء طحن جاف (مفكك أو مطحنة) ؛ 11 - مصعد 12 - غربال تهتز. 13 - القبو ؛ 14 - مغذي 15 - خلاط (مرطب) ؛ 16 - مكبس مع مكدس خام على عربة فرن ؛ 17 - عربة الفرن ؛ 18 - مجففة 19 - عربة نقل كهربائية ؛ 20 - دافع 21 - فرن نفقي 22- آلة التفريغ والتعبئة الأوتوماتيكية.
4. وصف تصميم خلاط حوض عمودي التوأم
يتم تحميل الطين والمواد المضافة بنسب محددة مسبقًا بشكل مستمر في الخلاطات وخلطها بواسطة شفرات دوارة مثبتة على أعمدة ، والتي تنقل الخليط في نفس الوقت إلى فتحة التفريغ. يتم تنظيم سرعة الخلط والمعالجة الجماعية عن طريق تغيير زاوية ميل الشفرات.
إذا تجاوزت إنتاجية الخلاط إنتاجية ماكينات تشكيل وتشكيل الطين التي تتبعها ، فمن أجل التخلص من التوقفات المتكررة ، يتم تقليل عدد دورات العمود.
يتم الحصول على أفضل خلط ومعالجة للكتل البلاستيكية عندما تغطي الكتلة التي تملأ جسم الخلاط الأعمدة ، ولكن ليس أكثر من ثلث ارتفاع الشفرات في الموضع العلوي. يجب ألا تزيد المسافة بين نهاية الشفرة وجدار حوض الخلاط عن 2-3 سم. يجب عدم تحميل الخلاط بشكل زائد.
يجب تغطية جسم الخلاط بشبكة معدنية. يحظر الوقوف عليها وكذلك دفع الكتلة عبر الشبكة بأي شيء. لا يمكن أخذ عينة من الطين من الخلاط أثناء تشغيله إلا بمغرفة خاصة. أثناء التشغيل ، لا يُسمح بفتح الغطاء وإزالة الشبكة.
قبل التوقف عن العمل ، يتم أولاً إيقاف تشغيل الآلات التي تغذي الخلاط بالمواد ، وبعد الانتهاء من عمل الكتلة بالكامل ، يتم إيقاف تشغيل المحرك الكهربائي والجهاز الذي ينقل المواد المعالجة.
في نهاية الوردية ، يجب تنظيف العمود بالسكاكين وجسم الخلاط من الخليط الملتصق من الداخل والخارج. عندما تتآكل شفرات الخلاط ، من الضروري استبدالها أو لحامها بسبائك مقاومة للتآكل OI-15 و OI-7. يزيد استخدام هذه السبائك من عمر خدمة الشفرات بأكثر من 5 مرات.
5. الخصائص المقارنة للآلات والمعدات لخلط كتلة الطين
|
خصائص المعدات |
معدات الاسم |
|||||||
|
خلاط مجداف ثنائي المحور SMK 125A |
خلاط مجداف بعمودين SMK 126A |
خلاط مجداف بعمودين SMK 125B |
خلاط مجداف عالي السرعة SMS 95A-1 (بجسم مطاطي) |
خلاط مجداف عالي السرعة SMS 95A-1 (بهيكل معدني) |
خلاط بعمودين SM 727A |
خلاط مجداف ثنائي المحور SMK 125B |
||
|
الإنتاجية ، طن / ساعة |
||||||||
|
قطر الدائرة الموصوفة بواسطة الشفرات ، مم |
||||||||
|
المسافة بين محاور أعمدة المجذاف ، مم |
||||||||
|
الحجم الكلي ، مم ، لا أكثر |
||||||||
|
تردد دوران العمود (الأسطوانة) ، s-1 |
||||||||
|
الطاقة ، kW ، لا تزيد عن محرك (الدوار) لرافعة التخطي |
||||||||
|
تردد الدوران ، دورة في الدقيقة ، لا أكثر |
||||||||
الأبعاد الكلية ، ممطولعرض |
52501670 |
59001700 |
36421600 |
68301700 |
68301700 |
3165975 |
34701460 |
|
الأبعاد الكلية بدون محرك ، ممطولعرض |
36701252 |
42601392 |
50001612 |
50001612 |
2770740 |
|||
الوزن ، كجمعامبدون محرك |
3200 |
4400 |
3000 |
7750 |
7400 |
1000 |
2650 |
6. وصف عملية التثبيت
يتكون خلاط المجذاف المستمر ثنائي المحور من جسم على شكل حوض 2 ، مغلق بغطاء 1 ، حيث يتم وضع أعمدة أفقية 3 ، مع 5 شفرات مثبتة عليها.
يتم ضبط الشفرات على زوايا يتم فيها تحقيق النسبة المثلى لسرعات الجسيمات المحيطية والمحورية ، مما يضمن الوقت المطلوب للمكونات لتمريرها من النافذة 6 إلى فتحة التفريغ 15 ، وبالتالي جودة الخلط.
لترطيب الخليط من خلال الفجوات الموجودة في القاع المتقشر 14 ، يدخل البخار ، والذي يتم توفيره من خلال الأنبوب 13 من خلال الموزعات 12. لتقليل فقد الحرارة ، يتم إغلاق الجزء السفلي من الغلاف بغطاء 11 مملوءًا بـ الصوف المعدني. يمكن أيضًا ترطيب الكتلة بالمياه التي يتم توفيرها من خلال المجمع 4.
تتم عملية الخلط في الخلاطات المستمرة عن طريق العمل الميكانيكي على مكونات خليط الريش الدوارة أثناء نقل الكتلة المختلطة من مكان التحميل إلى مكان التفريغ.
يتكون جسم عمل الخلاطات من عمود أو عمودان أفقيان يدوران باتجاه بعضهما البعض مع تثبيت شفرات عليها على طول خط حلزوني. يتم الخلط داخل جسم معدني ثابت بشكل محزز.
7. حسابات المعلمات الرئيسية
يتم تحديد أداء الخلاطات المستمرة ذات أعمدة التجديف الأفقية من خلال سرعة حركة المواد على طول محور الجسم ومساحته المقطع العرضيوبشكل عام يمكن كتابتها على النحو التالي:
أين س الخامس- سرعة حركة المواد على طول جسم الخلاط ، م / ث ؛ أ- مساحة المقطع العرضي لتدفق المواد ، م 2.
مع بعض الافتراضات ، يمكن اعتبار جسم العمل لهذا الخلاط بمثابة مثقب ببرغي متقطع. في هذه الحالة ، يمكن تحديد السرعة المحورية للمادة من التعبير
أين ك vz - معامل إرجاع الخليط للشفرة ، يساوي 0.6 ... 0.75 ؛ د- عدد الشفرات داخل خطوة حلزونية واحدة ؛ س- درجة اللولب من الشفرات ، م ؛ ب - الزاوية بين مستوى النصل والمستوى الطبيعي لمحور عمود الخلاط ، ب = 10 ... 45 0 ؛ ن- دوران العمود ، s -1 ؛ ص ن- نصف القطر الخارجي للشفرة ، م.
مربع أ، م 2 ، المقطع العرضي لتدفق المواد بدرجة كافية من الدقة:
أين ج- عامل ملء جسم الخلاط يساوي 0.5 ... 0.8.
استبدال القيم أو الخامسفي الصيغة ، نحصل على التعبير التالي لتحديد الأداء سم 3 / ساعة:
في الخلاطات المستمرة ذات شفرات العمود الأفقي ، يتم إنفاق الطاقة للتغلب على المقاومة التالية: 1) مقاومة الاحتكاك للخليط ضد جدران الهيكل ؛ 2) نقل الخليط إلى مكان التفريغ. 3) قطع كتلة الخليط أثناء الخلط ؛ 4) مقاومة الاحتكاك في أجزاء القيادة والتجمعات.
قوة , للتغلب على مقاومة الاحتكاك للمزيج ضد جدران الهيكل أثناء الخلط والنقل ، يمكن تحديد موثوقية كافية بواسطة الصيغة ، kW ،
أين س- سعة الخلاط ، م 3 / ساعة ؛ ص - الكثافة الظاهريةمخاليط ، كجم / م 3 ؛ ز-تسارع السقوط الحر ، م / ث 2 ؛ w هو معامل المقاومة لحركة الخليط ، يوصى به في غضون 4 ... 5.5 ؛ / - طول عمل جسم الخلاط ، م.
قوة ص 2 , يتم تحديد كيلوواط المطلوب لقطع كتلة الخليط بواسطة الشفرات أثناء دورانها من خلال التعبير:
أين ل p - المقاومة النوعية للخليط للقطع ، لمخاليط الخرسانة الأسمنتية k = (3.0 ... 6.0) -100 2 Pa ؛ ب- متوسط عرض الشفرة ، م ؛ ط - عدد الشفرات ، المغمورة في نفس الوقت في كتلة الخليط على عمود واحد ؛ z هو عدد الأعمدة ذات الشفرات ؛ R „، R ب - نصف القطر الخارجي والداخلي للشفرة ؛ م ؛ - السرعة الزاوية للعمود النصل ، راد / ثانية ، \ u003d 2 ص.
يتم أخذ استهلاك الطاقة لتحديد مقاومة الاحتكاك في وحدات وأجزاء المحرك في الاعتبار عند حساب المعاملات عمل مفيد، والتي يتم حسابها أو أخذها ضمن 0.65 ... 0.85.
ثم قوة المحرك المطلوبة R dv لهذا الخلاط:
تتشابه أرقام الأداء والقوة تقريبًا. تبلغ القيمة المجدولة لأداء SMK-18 50 م 3 / ساعة ، ووفقًا لحساباتنا ، فقد تبين أن 46 م 3 / ساعة. تبلغ القيمة المجدولة لقوة SMK-18 30 كيلو واط ، ووفقًا لحساباتنا ، فقد تبين أنها 26 كيلو واط. هذا يرجع إلى حقيقة أننا لا نستطيع أن نأخذ في الاعتبار جميع العوامل وأخذ بيانات دقيقة للحساب.
دعونا نحدد الإنتاجية السنوية للخلاط بنوبتين مدة كل منهما ثماني ساعات و 247 يوم عمل في السنة.
8. الصحة والتدابير البيئية
يمكن للملوثات القادمة من المؤسسات لإنتاج منتجات السيراميك ، اعتمادًا على عمليات تكنولوجية محددة ، أن تدخل الهواء مع الانبعاثات ، وتتدفق النفايات السائلة إلى المسطحات المائية وتتراكم على سطح الأرض في شكل نفايات. تؤثر على بيئةتنتج أيضًا ضوضاء وروائح كريهة. طبيعة ومستوى تلوث الهواء وكميته النفايات الصلبةو مياه الصرفتعتمد على عوامل مختلفة ، على وجه الخصوص ، على نوع المواد الخام المستخدمة ، والسواغات ، والوقود ، وكذلك على طريقة الإنتاج:
* انبعاثات الهواء: أثناء إنتاج السيراميك ، يمكن إطلاق الغبار / الجسيمات والسخام والمواد الغازية (أكاسيد الكربون والنيتروجين والكبريت والمركبات غير العضوية من الفلور والكلور والمركبات العضوية والمعادن الثقيلة)
* تصريف مياه الصرف الصحي: تحتوي في الغالب على معادن (جزيئات معلقة) ومكونات غير عضوية أخرى ، وكمية صغيرة من المواد العضوية المختلفة ، وكذلك المعادن الثقيلة
* الخسائر التكنولوجية / نفايات الإنتاج: تتمثل النفايات في إنتاج منتجات السيراميك في الرواسب المختلفة والمنتجات المكسورة وقوالب الجص المستخدمة وعوامل الامتصاص والمخلفات الجافة (الغبار والرماد) ونفايات التغليف
* استهلاك الطاقة / انبعاثات ثاني أكسيد الكربون: تستهلك جميع قطاعات صناعة السيراميك قدرًا كبيرًا من الطاقة ، حيث تشمل المراحل الرئيسية للعملية التجفيف والحرق اللاحق عند درجة حرارة 800 إلى 2000 درجة مئوية. في الوقت الحاضر ، في الدول الأعضاء في الاتحاد الأوروبي ، يتم استخدام الغاز الطبيعي والمسال بشكل أساسي (البروبان والبيوتان) ، وزيت الوقود من الدرجة EL في إطلاق ، بالإضافة إلى زيت الوقود الثقيل والغاز الطبيعي المسال والغاز الحيوي / الكتلة الحيوية والكهرباء و أنواع مختلفة وقود صلب(الفحم ، كوك البترول).
ويترتب على ذلك أنه في إنتاج السيراميك ، تحدث جميع أنواع التلوث. هناك طرق عديدة لتنظيفها.
الشروط الرئيسية لتحسين البيئة في الدولة هي: استخدام عقلانيحماية وإهدار المحميات الطبيعية ، وضمان السلامة البيئية وإجراءات مكافحة الإشعاع ، وزيادة وتشكيل التفكير البيئي بين السكان ، وكذلك التحكم في البيئة في الصناعة. حددت حماية البيئة في المؤسسة عددًا من الإجراءات لتقليل مستوى التلوث الناتج عن المؤسسات:
تحديد وتقييم ومراقبة مستمرة والحد من انبعاث العناصر الضارة في الغلاف الجوي ، وكذلك إنشاء التقنيات والمعدات التي تحمي وتحافظ على الطبيعة ومواردها. تطوير القوانين القانونية الهادفة إلى تدابير حماية البيئة والحوافز المادية لتلبية المتطلبات ومنع مجموعة من التدابير البيئية. وقاية الوضع البيئيمن خلال تخصيص مناطق (مناطق) محددة بشكل خاص. بالإضافة إلى السلامة البيئية للمنشأة (حماية البيئة في المؤسسة) ، فإن سلامة الحياة (BZD) في المؤسسة لا تقل أهمية. يتضمن هذا المفهوم مجموعة من المؤسسات التنظيمية والوسائل التقنية لمنع التأثير السلبي لعوامل الإنتاج على الشخص. بادئ ذي بدء ، يحضر جميع موظفي المؤسسة دورة السلامة ، والتي يتم توجيهها من قبل المشرف المباشر أو عامل حماية العمال. بالإضافة إلى احتياطات السلامة البسيطة ، يجب على العمال أيضًا الامتثال لعدد من القواعد الخاصة بـ متطلبات تقنيةومعايير المؤسسة ، وكذلك الحفاظ على المعايير الصحية والصحية والمناخ المحلي في مكان العمل. يجب تحديد جميع قواعد وقواعد البيئة وسلامة العمل وتسجيلها في وثيقة محددة. جواز السفر البيئي للمؤسسة عبارة عن إحصائيات شاملة للبيانات التي تعكس درجة استخدام الموارد الطبيعية من قبل مؤسسة معينة ومستوى تلوث المناطق المجاورة. تم تطوير جواز السفر البيئي للمؤسسة على نفقة الشركة بعد الاتفاق مع الهيئة المعتمدة ذات الصلة ويخضع للتعديل المستمر بسبب إعادة التشكيل والتغييرات في التكنولوجيا والمعدات والمواد وما إلى ذلك. من أجل التجميع الصحيح لجواز سفر المؤسسة وتجنب الاحتيال ، مراقبة المحتوى مواد مؤذيةفي الطبيعة المحيطة بالمؤسسة يتم إجراؤها بواسطة خدمة خاصة تحكم بيئي. يشارك موظفو الخدمة في تعبئة ومعالجة جميع أعمدة جواز السفر البيئي ، مع مراعاة التأثير الكلي للانبعاثات الضارة على البيئة. في الوقت نفسه ، تؤخذ في الاعتبار مستويات التركيز المسموح بها للمواد الضارة في المناطق المجاورة للمشروع والهواء والطبقات السطحية للتربة والمسطحات المائية.
خاتمة
يتعلق الاختراع بمعدات لإنتاج سيراميك المباني (الطوب ، والبلاط) ، وعلى وجه الخصوص بأجهزة تحضير كتلة السيراميك للقولبة عن طريق الخلط والمعالجة ، وإذا لزم الأمر ، التنظيف من شوائب غريبة.
لتحضير كتلة السيراميك للقولبة ، عادةً ما يتم استخدام جهازين مثبتين في سلسلة واحدة تلو الأخرى: خلاط لخلط المكونات على المستوى الكلي (توزيعها بالتساوي على الحجم) ، منفاخ لولبي مع شبكة مرشح لمعالجة كتلة السيراميك وتنظيفها من الشوائب الأجنبية. علاوة على ذلك ، يتم إجراء الخلط في خلاط مجداف ثنائي المحور ، والذي يتفوق بشكل كبير في الكفاءة على الخلاط أحادي المحور.
يتيح هذا التقسيم للعملية توفير معلمات تكنولوجية وتصميمية عقلانية لكل جهاز ، ولكن وجود جهازين بهما محركات وأنظمة تحكم وإطارات وما إلى ذلك. يقلل من المؤشرات الفنية والاقتصادية لهذه المرحلة من العملية التكنولوجية ، مما يزيد من أبعاد المعدات ، واستهلاك المعادن ، وكثافة العمالة في الصيانة والإصلاح.
قائمة الأدبيات المستخدمة
1. آلات البناء T.2. معدات لانتاج مواد البناء والمنتجات. م. Gorbovets ، 1991. - 496 ص.
2. تكنولوجيا سيراميك المباني. أنا. فروست ، 1972. - 416 ص.
3. شركات المعدات الميكانيكية لمواد البناء والمنتجات والهياكل. م. سابوجنيكوف ، 1976. - 384 ص.
4. مكائن ومعدات مصانع السيراميك والحراريات. أ. إلييفيتش ، 1968. - 355 ص.
5. آلات البناء. الدليل. في مجلدين F. لابير ، 1977. -491 ص.
استضافت على Allbest.ru
...وثائق مماثلة
الخصائص العامةتفاصيل "زجاج" ، موعد. طرق تحديد مقدار المخصص بالقطع. تحليل تكنولوجيا التصنيع لطقم النموذج. خلاط مجداف كآلة مستمرة. مراحل حساب نظام البوابة.
ورقة مصطلح ، تمت الإضافة في 03/13/2013
تصنيف آلات خلط المواد. تحديد أداء خلاط المروحة ، وميل الشفرة ، وسرعة التيار الصاعد في منطقة المروحة وقوة محرك الخلاط. ميزات خلط الكتل السائلة.
ورقة مصطلح تمت إضافتها في 02/02/2011
خصائص العمليات الرئيسية التي تحدث أثناء خلط المكونات. تصنيف الخلاطات الميكانيكية حسب ترتيب الريش. ميزات استخدام خلاط عقلاني على أساس وسط مشتت معين ، طور مشتت. حساب الجهاز.
ورقة مصطلح ، تمت إضافة 10/24/2012
عملية الخلط وأهدافها وطرقها واختيار المعدات لتنفيذها. الطريقة الأكثر شيوعًا للخلط في الوسائط السائلة هي الخلط الميكانيكي. المزايا الرئيسية لخلاطات مجداف. جهاز اهتزاز المحرضين.
ورقة مصطلح ، تمت إضافة 11/08/2014
تصنيف الخلاطات حسب مبدأ التشغيل. تحديد قوة المحرك المحسوبة. وصف كيفية تجميع محرك الأقراص وصيانته. الحساب الهيكلي محرك سلسلة، اتصالات مقفولة. توصيات لاختيار الزيت والتشحيم لجميع وحدات القيادة.
ورقة مصطلح ، تمت إضافة 10/27/2014
حساب التكنولوجية الرئيسية و معلمات التصميمخلاط مجداف. تصنيف آلات ومعدات تحضير الخلائط الخرسانية الأسمنتية. مراجعة براءات الاختراع ووصف التصميم. تحديد أداء الخلاطة الخرسانية.
ورقة مصطلح ، تمت الإضافة في 01/14/2013
الأنواع الرئيسية للسيراميك: خزف خزف ، خزف ، كتلة حجرية وبورسلين. تصنيع المنتجات الصحية والمنزلية من السيراميك الفاخر. تكنولوجيا إنتاج السيراميك الفني. طرق تزيين منتجات نصف البورسلين والخزف والخزف.
الملخص ، تمت إضافة 01/18/2012
عملية الإنتاج التكنولوجية منتجات المخبز. استقبال وتخزين الخامات وتحضير العجين وتقطيعه وتخزين المخبوزات. تصنيف ماكينات خلط العجين للعمل المستمر. تطوير معدات عالمية للعجن.
عمل علمي تمت الإضافة في 11/18/2009
التعرف على المراحل الحساب التكنولوجيوحدة التقطير للتشغيل المستمر. التصحيح كعملية فصل المخاليط المتجانسة للسوائل المتطايرة. النظر في الطرق الرئيسية لتحديد سرعة البخار وقطر العمود.
ورقة مصطلح ، تمت الإضافة في 05/02/2016
مفهوم السيور الناقلة وعناصرها الهيكلية الرئيسية وتصنيفها ومزاياها وعيوبها. تصنيف الشريط ، العملية التكنولوجيةوعملية خط التجميع. نطاق وجهاز ومبدأ تشغيل الحزام الناقل.
تم إنشاء التفاصيل بتاريخ 03/05/2012 22:28 تم التحديث بتاريخ 08/07/2012 16:52 الكاتب: Admin
لخلط الطين أثناء الصب شبه الجاف والبلاستيك لمنتجات السيراميك ، وكذلك لتحضير الخليط في الزجاج والسيليكات وغيرها من الصناعات ، تُستخدم على نطاق واسع خلاطات المجذاف أحادية المحور وذات العمود المزدوج للعمل المستمر والدوري.
تُستخدم خلاطات هذه المجموعة لتحضير خليط من عدة مكونات ، ولإعداد كتلة متجانسة متجانسة في شكل جاف أو مع رطوبة. يمكن إجراء الترطيب بالماء أو بخار الضغط المنخفض.
في الحالة الأخيرة ، يتم تحقيق جودة أعلى للمنتجات ، حيث يسخن البخار الكتلة ثم يتكثف ويرطبها. المعلمة الرئيسية لخلاطات مجداف هي إنتاجيتها. تنتج الصناعة خلاطات ذات إنتاجية (للطين): 3 و 5 و 7 و 18 و 35 م 3 / ساعة بقطر ريشة 350 و 600 و 750 ملم على التوالي.

يظهر الشكل التوأم مجداف خلاط رمحالعمل المستمر. يتكون من جسم على شكل حوض 2 ، مغلق بغطاء 1 ، حيث يتم وضع أعمدة أفقية 3 ، مع 5 شفرات مثبتة عليها. يتم دفع الأعمدة باتجاه بعضها البعض بواسطة محرك 10 ، من خلال القابض الاحتكاك 9 ، وعلبة التروس 8 وزوج التروس 7.
يتم ضبط الشفرات على زوايا يتم فيها تحقيق النسبة المثلى لسرعات الجسيمات المحيطية والمحورية ، مما يضمن الوقت المطلوب للمكونات لتمريرها من النافذة 6 إلى فتحة التفريغ 15 ، وبالتالي جودة الخلط.
لترطيب الخليط من خلال الفجوات الموجودة في القاع المتقشر 14 ، يدخل البخار ، والذي يتم توفيره من خلال الأنبوب 13 من خلال الموزعات 12. لتقليل فقد الحرارة ، يتم إغلاق الجزء السفلي من الجسم بغلاف 11 مملوء بالصوف المعدني. يمكن أيضًا ترطيب الكتلة بالمياه التي يتم توفيرها من خلال المجمع 4.
لضمان الخلط عالي الجودة خلاطات بعمود مزدوج. من الناحية الهيكلية ، فهي متطابقة مع الخلاط الموضح أعلاه ، لكن زوايا الشفرات الموجودة على الأعمدة متقابلة. يخلق هذا الترتيب للشفرات تدفقات معاكسة معينة للجسيمات ، مع الاتجاه العام لحركة الخليط نحو نافذة التفريغ ، نظرًا لأن السرعة الزاوية للعمود 1 أكبر من السرعة الزاوية للعمود 2.

خطوة النصل ونسبة السرعات الزاويةمهاوي لظروف محددة تجريبيا. للخلط الأولي للخلائط الجافة ، يتم استخدام خلاطات مجداف ذات عمود واحد. في أغلب الأحيان ، يؤدون وظيفتين: يخلطون وينقلون المواد ، على سبيل المثال ، من المخابئ إلى الوحدات الأخرى. من الناحية الهيكلية ، تشبه هذه الخلاطات تلك التي تمت مناقشتها أعلاه ، ولكن لها عمود مجداف واحد.
بالنسبة للخلط الشامل بشكل خاص (الخلائط التي يصعب تجانسها) ، يتم استخدام خلاطات الدُفعات ، على سبيل المثال ، الخلاطات ثنائية المحور ذات الشفرات على شكل حرف Z. اعتمادًا على التجانس المطلوب ، يمكن أن تتراوح مدة الخلط في هذه الخلاطات من 20 إلى 30 دقيقة.
يمكن أيضًا أن تعمل خلاطات مجداف مستمرة ثنائية المحور في الوضع الدوري إذا تم تزويدها بمصراع وتغيير نمط تركيب الشفرة.
خلاط مجداف صغير مزدوج المحور بصريًا (فيديو):
أساس حساب أداء الخلاطات الدورية:
حيث V هو حجم الخلاط
z هو عدد الدورات في الساعة.
الأداء العام للخلاطات المستمرة:
P \ u003d 3600 فهرنهايت ضد نظام التشغيل ،
حيث F هي مساحة المقطع العرضي لتدفق المواد في الخلاط ، م 2 ؛
v oc - السرعة المحورية لحركة المواد ، م / ث.
مع بعض الافتراضات ، يمكن اعتبار عناصر العمل لخلاط مجداف بمثابة مثقب ببرغي متقطع. تعتمد السرعة المحورية للمادة (م / ث) على السرعة المحيطية للشفرات وشكلها ونمط تركيبها.