Uređaji za rezanje navoja na cijevima različitih promjera. Domaći stroj za rezanje navoja na cijevima. Rezač konca Domaći rezač konca
Prilikom rezanja cijevnih navoja od 1/2" (1/2") u vodovodne cijevi ah ručno, prvo morate izrezati uvodnu skosinu na kraju cijevi. Nadalje, rotiranjem ključa s matricom i primjenom prilično značajne uzdužne (aksijalne) sile na ključ, postižemo urez matrice u kraj cijevi. Ako je sila nedovoljna ili je matrica nakošena, nije moguće započeti narezivanje navoja, pa morate ponovno skositi cijev.
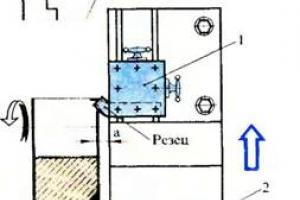
Rezač konca
Najjednostavniji uređaj koji eliminira ove poteškoće i omogućuje narezivanje navoja bez ikakvog napora duž cijevi, pa čak i bez skošenja na cijevi, prikazan je na slici. Sama matrica je pričvršćena u držač matrice s dvije ručke. Tijelo držača matrice opremljeno je vijcima koji učvršćuju matricu u njemu (nisu prikazani na slici). Čelična spojka s unutarnjim navojem 3/4" zavarena je na tijelo. Od komada cijevi promjera 3/4" i duljine 40 mm izrađena je čahura s tri matice zavarene po obodu, u koje su uvijeni čepovi (vijci M8 duljine 25 mm). Na jednom kraju čahure je izrezan vanjski navoj od 3/4" (na dužini od 18 mm), a unutrašnja rupa čahure je proširena na promjer 22 mm (ručno, turpijom), kako bi cijev od 1/2" mogla lako proći kroz čahuru.
Rezač navoja 1/2" za cijevi:
1 - umrijeti; 2 - ručka držača matrice; 3 - tijelo držača matrice; 4 - spojka s unutarnjim navojem 3/4"; 5 - čahura s vanjskim navojem 3/4"; 6 - vijak za zaključavanje; 7 - matica;
Cijev od 8 - 1/2".
Za rezanje navoja na cijevi od 1/2", držač matrice s čahurom se zavrti na čahuru, a od kraja čahure do kraja navoja na čahuri postavlja se udaljenost L jednaka duljini navoja koji se reže na cijevi promjera 1/2". Zatim 1/2" cijev, na kojoj treba rezati navoj, umetnite u čahuru tako da se kraj cijevi nasloni na matricu, nakon čega je cijev zaključana u čahuru sa sva tri čepa. Sada, okrećući držač matrice pomoću ručki, zavrnite spojnicu (zajedno s matricom) na čahuru, osiguravajući da se matrica pomiče korakom t = 1,81 4 mm (14 navoja po inču) bez primjene uzdužne sile i ne obraćanja pozornosti na to postoji li lice na cijevi ili ne. To je zato što navoji od 1/2" na cijevi i navoji od 3/4" na spojnici i rukavcu imaju isti korak.
Praksa je pokazala da je provlačenje cijevi ovim uređajem užitak. Naravno, prilikom narezivanja cijevi, potonja mora biti čvrsto stegnuta u škripcu.
Tehnološki savjeti, čije će nepoštivanje dovesti do neoperabilnosti uređaja
1. Kako bi se osiguralo poravnanje matrice i spojnice, potrebno je sastaviti cijelu armaturu na cijevi promjera 1/2" s prethodno izrezanom cijevi, zavrnuti cijev u matricu i tek onda zavariti spojnicu na tijelo držača matrice.
2. Kako biste osigurali poravnanje navoja za graničnike koji se nalaze u maticama i urezani su u stijenku čahure, prvo morate zavariti tri matice, ravnomjerno ih rasporedivši po obodu čahure, zatim izbušiti stijenku čahure, koristeći maticu kao šablonu (kroz maticu), a zatim rezati navoj u stijenci čahure.
Priključci za tokarilice omogućuju olakšavanje nekih radova i proširenje funkcionalnosti serijskih strojeva. Uređaji mogu biti tvornički, koje proizvode neke tvrtke, ili mogu biti kućne izrade. U ovom ću članku opisati nekoliko zanimljivih naprava, što će biti vrlo korisno svakom majstoru koji u svojoj radionici ima tokarski stroj, a većinu učvršćenja može izraditi ručno.
Domaća oprema za tokarilice.
Dodatak za glodanje za strug .
Počnimo s najpotrebnijim i najkorisnijim uređajem koji će pomoći pretvoriti obični tokarski stroj u glodalicu i značajno proširiti mogućnosti svakog majstora. Ovaj nastavak za glodanje domaće izrade dizajniran je za tokarski stroj TV-4 i slične školarce. Ali takvu prilagodbu lako je napraviti za svakoga. tokarilica, prilagođavanje dimenzija dimenzijama pojedine čeljusti.
Ovaj jednostavan, ali robustan dizajn nastavka za glodanje razvijen je još u Sovjetske godine i objavljen u časopisu "Modelist Constructor". A uz pomoć ovog dodatka možete izvesti glodanje ravnina na tokarilici, obrađivati različite dijelove duž konture i uzorkovati razne utore i utore.
I općenito, moguće je obraditi sve površine dijelova s krajnjim i čeonim glodalicama, zbog činjenice da se kolica i nosač stroja pomiču duž tri koordinate, kolica se pomiču u okomitoj ravnini, a nosač za pričvršćivanje pomiče se u vodoravnoj ravnini.
Kao što se može vidjeti iz crteža, glavni dio učvršćenja je nosač koji je pričvršćen na nosač tokarilice, umjesto uklonjenog kolica (saonica) malog uzdužnog posmaka. I sama mala uzdužna kolica za pomicanje uklanjaju se s nosača stroja i okomito pričvršćuju s dva vijka na prednju stijenku pričvrsnog nosača i omogućuju vam okomito pomicanje obratka.
Držač alata može se koristiti za fiksiranje u njemu ne rezača, već neke vrste ravnog dijela koji se gloda. Ili možete ukloniti držač alata i umjesto njega upotrijebiti škripac domaće izrade, ako je obradak voluminozniji.
Također, umjesto držača alata, moguće je pričvrstiti ne škripac na standardni klin, već steznu glavu iz malog tokarilice, ako je mljeveni dio cilindričan, a ne ravan. Ili umjesto stezne glave upotrijebite prednju ploču iz kompleta tokarskog stroja. A to je varijanta s prednjom pločom 3 (s kopčama 4) koja je prikazana na donjem crtežu.
 Prednja ploča je postavljena na uobičajeni klin za držač alata i stegnuta maticom. Pa, obradak je već stegnut u prednjoj ploči pomoću stezaljki 4, kao i obično. Općenito, može postojati nekoliko opcija za pričvršćivanje obratka, ovisno o njegovoj konfiguraciji i veličini.
Prednja ploča je postavljena na uobičajeni klin za držač alata i stegnuta maticom. Pa, obradak je već stegnut u prednjoj ploči pomoću stezaljki 4, kao i obično. Općenito, može postojati nekoliko opcija za pričvršćivanje obratka, ovisno o njegovoj konfiguraciji i veličini.
Nosač za pričvršćivanje izrezan je brusilicom iz običnog čelični lim 8 mm debljine, a zatim se njegova prednja stijenka 1, bočne stijenke 2 i baza 3 međusobno zavare električnim zavarivanjem. Kod zavarivanja, naravno, uvijek vodimo računa da se zadrže pravi kutovi.
Kada je nosač zavaren, bušilicama i rezačima napravimo središnju rupu i rupe za pričvršćivanje nosača na nosač stroja, koristeći standardne M8 vijke i matice. Za centriranje nosača na nosač stroja koristi se vodilica 4, koja je zavarena na donju ploču i jasno je vidljiva na gornjem crtežu.
Zahvaljujući polukružnim utorima u prednjoj stijenci 1 nosača, koji su napravljeni 30º u svakom smjeru, bit će moguće pomicati fiksni nosač i dio u okomitoj ravnini za istih 30º u različitim smjerovima, što proširuje mogućnosti obrade dijela rezačem pod različitim kutovima.
A zahvaljujući pravilnim žljebovima u čeljusti, cijela se konzola može rasporediti u vodoravnoj ravnini, koristeći standardnu skalu u stupnjevima na čeljusti. Općenito, bit će moguće pomicati i stezati obradak u obje ravnine, te ga pomicati tijekom obrade iu okomitoj i u vodoravnoj ravnini.
Glodalo za obradu dijela pričvršćeno je u običnu steznu glavu tokarilice, a ako rezač ima suženu dršku koja odgovara Morseovom konuzu u vretenu vašeg stroja, tada možete ukloniti steznu glavu i pričvrstiti rezač izravno u vreteno stroja.
A kako bi se točno pratilo kretanje rezača, ne smeta napraviti držač tableta za crteže 7, duž kojeg će kliziti pokazivač za praćenje 8, pričvršćen na nosač stroja i koji je prikazan na slici.
Izradom tako jednostavnog učvršćenja značajno ćete proširiti funkcionalnost vašeg tokarilice.
Glodalica za obradu oblog drveta (cilindrične gredice).
Pa, ako trebate, na primjer, napraviti kvadrat od oblog drveta, ili šesterokut, ili izrezati utor za klin na nekoj osovini, tada za te operacije možete napraviti jednostavniji nastavak za glodanje, temeljen na stezna glava za tokarski stroj i nešto komada željeza. Kako sam ga napravio od garažnog smeća i kako radi, oni koji žele mogu pogledati u videu ispod, ili na mom YouTube kanalu suvorov-custom. Sve ugodno gledanje.
Naprava za nesmetano kretanje konjića.
Ovaj jednostavan uređaj omogućuje glatko pomicanje stražnjeg dijela uz minimalne troškove. I trebat će vam takav uređaj, na primjer, za bušenje vrlo dubokih rupa, jer je kretanje pinola na malim strojevima samo 50 - 60 mm. A ako je tokarilica dovoljno velika, tada se teška konja može pomicati bez napora.
 Za početak izbušimo nekoliko rupa u ploči zadnjeg konja sa strane i urezujemo navoj M 10 ili M12 u njih pomoću slavine. Nadalje, koristeći ove rupe, na ploču zadnjeg dijela, pričvrstimo samoizrađeni kutni nosač 1 (vidi sliku) u kojem se okreću valjci 4 i 5. Kotač pogonskog zupčanika 3 i pogonska ručka 2 postavljeni su na valjak 4.
Za početak izbušimo nekoliko rupa u ploči zadnjeg konja sa strane i urezujemo navoj M 10 ili M12 u njih pomoću slavine. Nadalje, koristeći ove rupe, na ploču zadnjeg dijela, pričvrstimo samoizrađeni kutni nosač 1 (vidi sliku) u kojem se okreću valjci 4 i 5. Kotač pogonskog zupčanika 3 i pogonska ručka 2 postavljeni su na valjak 4.
A na valjku 5 montirani su gonjeni zupčanici 6 i kotač 7 manjeg promjera, koji se kreće na standardnoj zupčanoj letvi postolja stroja i na taj način pokreće stražnju osovinu stroja. Po želji još uvijek možete napraviti malo kućište od kositra ili plastične ploče, koje će pokriti zupčanike od prašine, koje je poželjno podmazati.
Naprava za pričvršćivanje svrdla na nosač stroja .
Ovaj nastavak za tokarski stroj također će vam biti od koristi ako trebate izbušiti dovoljno duboke rupe dugim svrdlima. Osim toga, omogućit će vam da brzo povremeno uklonite svrdlo iz rupe kako biste uklonili strugotine i podmazali svrdlo.
Uostalom, brzina kretanja pinola konja je vrlo mala, a brzina uzdužnog kretanja (mehaničkog posmaka) čeljusti je mnogo veća. I ovaj uređaj će povećati produktivnost dijelova za bušenje, pogotovo ako ih ima puno i ako je dubina rupa značajna.
 Osnova učvršćenja je držač svrdla 1 (vidi sliku), koji je fiksiran u držaču alata stroja. Držač ima konusnu rupu za pričvršćivanje konusnog drška stezne glave ili svrdla sa konusnim drškom.
Osnova učvršćenja je držač svrdla 1 (vidi sliku), koji je fiksiran u držaču alata stroja. Držač ima konusnu rupu za pričvršćivanje konusnog drška stezne glave ili svrdla sa konusnim drškom.
Naravno, os konusne rupe držača za bušilicu (ili steznu glavu) mora se podudarati s osi vretena glave tokarilice. Isto treba uzeti u obzir prilikom pričvršćivanja držača svrdla u držač alata stroja. Budući da je pri najmanjem neusklađenosti moguće smanjenje kvalitete bušenja, lomljenje stijenki rupe, pa čak i lom svrdla.
Dovod pri bušenju rupa u dijelovima provodi se uzdužnim kretanjem klizača čeljusti. A prednost ovog uređaja, kao što je gore spomenuto, je veća brzina kretanja alata za rezanje, posebno kada morate bušiti duboke rupe i morate često uklanjati bušilicu kako biste uklonili strugotine.
Kod izrade ovakvog držača svrdla nije potrebno njegovo tijelo napraviti cilindrično kao na slici, moguće je napraviti tijelo u obliku šipke i puno ga je lakše napraviti na Glodalica. Ali također je moguće napraviti cilindrično tijelo na strugu, a zatim na njega sa strane zavariti ploču debljine 10-15 mm, za koju će se učvršćenje stegnuti u držaču alata tokarilice.
Poboljšani držač matrice .
Kod narezivanja navoja s matricama, koje su ugrađene u konvencionalne držače matrica, izrezani navoj često ispada loše kvalitete zbog neusklađenosti alata za rezanje. Kako biste to izbjegli, na početku urezivanja navoja uvijek morate poduprijeti konvencionalni držač matrice s pilom konjića.
Međutim, mnogo je brže i praktičnije raditi pri narezivanju navoja uz pomoć poboljšanog držača matrice, koji možete sami izraditi na istom tokarilici. Slika lijevo prikazuje jedan od dizajna takvog držača matrice.
 Trn 1 sa svojim konusnim drškom umetnut je u konusnu rupu pinola konja. Na trnu se slobodno (ali s minimalnim razmakom) montira staklo 2 i zamjenjiva čahura 4, u koju je matrica pričvršćena vijkom. Konjica s alatom dovodi se do rotirajućeg obratka. Nadalje, kretanje alata provodi se pomicanjem pinole.
Trn 1 sa svojim konusnim drškom umetnut je u konusnu rupu pinola konja. Na trnu se slobodno (ali s minimalnim razmakom) montira staklo 2 i zamjenjiva čahura 4, u koju je matrica pričvršćena vijkom. Konjica s alatom dovodi se do rotirajućeg obratka. Nadalje, kretanje alata provodi se pomicanjem pinole.
U kontaktu s dijelom, staklo 2 sprječava rotiranje ručkom 3, na koju, usput, možete staviti cijev i nasloniti je na okvir stroja. Čašica 2 se slobodno kreće duž trna 1 tijekom urezivanja navoja. Na kraju urezivanja navoja, rotacija vretena stroja je obrnuta i alat se odmiče od dijela.
Tko god stroj nema male okretaje, najbolje je rezati navoj okretanjem vretena stroja ručno, pomoću stezne glave ili pomoću posebne ručke koja se umetne sa stražnje strane vretena.
Uređaj za istovremeno bušenje i urezivanje .
Učvršćenje za tokarski stroj koji vam omogućuje istovremeno bušenje rupe i rezanje vanjskog navoja u jednoj instalaciji alata prikazano je na slici ispod.
 Trn 4 ovog uređaja također je umetnut u pinolu konjića tokarilice. Ispred trna nalazi se gnijezdo za pričvršćivanje svrdla. I vanjski pomični trn 2 stavlja se na trn 4 i kreće se duž njega u aksijalnom smjeru. Ključ 3 sprječava okretanje.
Trn 4 ovog uređaja također je umetnut u pinolu konjića tokarilice. Ispred trna nalazi se gnijezdo za pričvršćivanje svrdla. I vanjski pomični trn 2 stavlja se na trn 4 i kreće se duž njega u aksijalnom smjeru. Ključ 3 sprječava okretanje.
U prednjem dijelu vanjskog trna nalazi se rupa za izmjenjivu čahuru s matricom i vijak 1 koji ih učvršćuje. Nakon što je unutarnja osovina umetnuta u pino konja, prsten 5 s ručkom 6, vanjska osovina 2 se stavljaju na osovinu i umeću se svrdlo i matrica.
Na kraju bušenja, bez vađenja svrdla iz rupe, prebacimo brzinu vretena na broj koji odgovara navoju. Vanjski trn se stavlja rukom s desna na lijevo. U ovom slučaju nit je ispravna i koncentrična u odnosu na izbušena rupa. Na kraju urezivanja navoja i pri promjeni smjera vrtnje vretena stroja, vanjski trn se pomiče obrnuto lijevo desno.
Još jedan jednostavan, ali koristan kućni adapter opisan je ovdje u i pomoći će popraviti deblji rezač koji ne stane u uobičajeni držač alata za tokarski stroj.
Pa, u zaključku o domaćim uređajima za tokarilice, odmah ispod objavljujem još jedan video sa svog suvorov-prilagođenog kanala, u kojem prikazujem još jedan jednostavan, ali vrlo koristan uređaj s kojim možete vrlo brzo centrirati obradak i zatim ga konačno stegnuti točno u steznu glavu tokarilice.
Tvornički pribor za strugove.
Postoji mnogo tvorničkih uređaja, ali opisat ću najčešće i najkorisnije.
Univerzalno konusno ravnalo .
 Koristi se za obradu stožastih površina na strugu. Ravnalo je postavljeno paralelno s generatrisom konusne površine, a gornji dio čeljusti tokarilice je okrenut za 90 stupnjeva.
Koristi se za obradu stožastih površina na strugu. Ravnalo je postavljeno paralelno s generatrisom konusne površine, a gornji dio čeljusti tokarilice je okrenut za 90 stupnjeva.
Očitavanje kuta zakreta konusnog ravnala vrši se prema podjelama (milimetarskim ili kutnim) označenim na skali. Kut zakretanja ravnala treba biti jednaka kutu nagib konusa.
A ako ljestvica ravnala nema podjele stupnjeva, već milimetarske, tada se količina rotacije ravnala određuje jednom od dolje objavljenih formula:

Gdje je h broj milimetarskih podjeljaka na skali konusnog ravnala,
a H je udaljenost od osi rotacije ravnala do njegovog kraja, na kojoj se mjerilo ne nosi. Slovo D je najveći promjer stošca, slovo d je najmanji promjer stošca, slovo L je duljina stošca, slovo α je kut konusa, a slovo R je konus.
Stacionarni i pokretni oslonci .
Dizajniran za obradu nekrutih (tankih) osovina. Mirni oslonac, prikazan na slici, sastoji se od tijela od lijevanog željeza 1, s kojim je zglobni poklopac 6 pričvršćen pomoću vijka 4, što olakšava ugradnju dijela. Baza tijela postolja ima oblik koji odgovara vodilicama kreveta, na koje je pričvršćen pomoću šipke 2 i vijka 3.

U tijelu, uz pomoć vijaka za podešavanje 9, pomiču se dva brega 8, au poklopcu - jedan breg 7. Vijci 5 služe za pričvršćivanje brega u potrebnom položaju.Takav uređaj omogućuje ugradnju osovina različitih promjera u ostatak.
Ali modernizirani mirni oslonac mnogo je učinkovitiji (vidi sliku ispod), u kojem su donji kruti bregovi zamijenjeni kugličnim ležajevima 8. Oni se podešavaju prema promjeru obrađene površine pomoću kontrolne osovine koja se nalazi u sredini ili pomoću samog dijela.
 Nakon toga, poklopac 2 lunete se spušta i, podešavanjem položaja šipke 5 pomoću matice 4, poklopac se postavlja tako da razmak između baze lunete i poklopca bude 3-5 mm. Ovaj položaj šipke 5 fiksiran je sigurnosnom maticom 3.
Nakon toga, poklopac 2 lunete se spušta i, podešavanjem položaja šipke 5 pomoću matice 4, poklopac se postavlja tako da razmak između baze lunete i poklopca bude 3-5 mm. Ovaj položaj šipke 5 fiksiran je sigurnosnom maticom 3.
Zatim se pomoću ekscentra 1 poklopac pritisne na bazu postolja, dok pod djelovanjem opruge 6 gornji kuglični ležajevi 7 silom pritišću obradak. Istjecanje dijela ne percipiraju kuglični ležajevi, već opruga 6, koja služi kao amortizer.
Pomične lunete. Za razliku od fiksnih oslonaca, koji su fiksirani na upravljačkim strojevima, postoje i pomični oslonci (vidi sliku ispod), koji su pričvršćeni na nosač čeljusti.
 Budući da je pomični oslonac fiksiran na nosač čeljusti, pomiče se zajedno s njim duž obratka, prateći rezač. Dakle, podupire dio izravno na točki primjene sile i štiti ga od otklona.
Budući da je pomični oslonac fiksiran na nosač čeljusti, pomiče se zajedno s njim duž obratka, prateći rezač. Dakle, podupire dio izravno na točki primjene sile i štiti ga od otklona.
Pomični oslonac služi za fino tokarenje dugih dijelova. Ima dva ili tri brijega. Produžuju se i učvršćuju na isti način kao i bregovi fiksne lunete.
Bregove treba dobro podmazati kako trenje ne bi bilo preveliko. Kako bi se smanjilo trenje, vrhovi ekscentra izrađeni su od lijevanog željeza, bronce ili mesinga. Još bolje, umjesto ekscentra, koristite valjke iz ležajeva.
I na kraju, oni koji žele mogu pogledati u videu ispod kako sam spasio stroj posebno visoke točnosti 16B05A od starog željeza.
I malo niže, objavio sam video o kućnom uređaju za dijeljenje za moj tokarski stroj TV 4, koji sam napravio za samo nekoliko sati.
Pa, čak je ispod prikazano i rečeno o restauraciji mog strojnog TV-a - 4.
Čini se da je to sve. Naravno, ovdje nisu objavljeni svi pribori za tokarilice, ali ako se barem uređaji objavljeni u ovom članku pojave u vašoj radionici, tada će se mogućnosti vaše radionice značajno proširiti, kreativni uspjeh svima.
Pitanje kako rezati navoje s navojem javlja se kada je potrebno pripremiti unaprijed napravljenu rupu za smještaj vijka, vijka, svornjaka i bilo koje druge vrste navojnog pričvršćivača. Upravo je slavina u takvim situacijama glavni alat koji vam omogućuje brzo i precizno rezanje unutarnjeg navoja s potrebnim geometrijskim parametrima.
Vrste i opseg slavina
Unutarnji navoj se može izvesti ručno ili pomoću strojeva različite vrste(bušenje, tokarenje itd.). Radni alati koji obavljaju glavni posao rezanja unutarnjih navoja su strojno-ručni ili strojni nareznici.
Na različite vrste slavine se dijele ovisno o nizu parametara. Općenito su prihvaćena sljedeća načela za klasifikaciju slavina.
- Prema načinu dovođenja u rotaciju razlikuju se strojno-ručni i strojni nareznici, uz pomoć kojih se reže unutarnji navoj. Strojne ručne slavine opremljene četvrtastim drškom koriste se u kompletu s posebnim uređajem s dvije ručke (ovo je tzv. ključ, držač slavine). Uz pomoć takvog uređaja, slavina se okreće i reže navoj. Rezanje navoja sa strojnom slavinom izvodi se na različitim vrstama strojeva za rezanje metala, u čijoj je steznoj glavi takav alat fiksiran.
- Prema načinu rezanja unutarnjeg navoja razlikuju se univerzalne (prolazne) i kompletne slavine. Radni dio prvog podijeljen je u nekoliko odjeljaka, od kojih se svaki razlikuje od ostalih u svojim geometrijskim parametrima. Dio radnog dijela, koji prvi počinje komunicirati s obrađenom površinom, izvodi grubu obradu, drugi - srednji, a treći, koji se nalazi bliže dršci, - završnu obradu. Narezivanje navoja s cjelovitim nareznicima zahtijeva korištenje nekoliko alata. Dakle, ako se set sastoji od tri nareznice, onda je prva od njih namijenjena za grubu obradu, druga za srednju obradu, a treća za završnu obradu. U pravilu, set ureznica za rezanje navoja određenog promjera uključuje tri alata, ali u nekim slučajevima, kada se obrađuju proizvodi od posebno tvrdih materijala, mogu se koristiti setovi koji se sastoje od pet alata.
- Prema vrsti rupe na čijoj unutarnjoj površini je potrebno rezati navoj, razlikuju se ureznice za prolazne i slijepe rupe. Alat za obradu kroz rupe karakterizira izduženi stožasti vrh (ulaz), koji glatko prelazi u radni dio. Takav dizajn najčešće se koristi za slavine univerzalnog tipa. Proces rezanja unutarnjih navoja u slijepim rupama provodi se nareznicama, čiji je konusni vrh odrezan i obavlja funkciju jednostavnog glodala. Ovaj dizajn slavine omogućuje vam rezanje navoja s njom do cijele dubine slijepe rupe. Za navoje ove vrste, u pravilu, koristi se skup slavina, koje se pokreću ručno pomoću ključa.
- Prema izvedbi radnog dijela ureznice mogu biti s ravnim, spiralnim ili skraćenim žljebovima za odvod strugotine. Treba imati na umu da se slavine s žljebovima različitih vrsta mogu koristiti za rezanje navoja u proizvodima izrađenim od relativno mekih materijala - ugljika, niskolegiranih čeličnih legura, itd. Ako se navoj treba rezati u dijelovima izrađenim od vrlo tvrdih ili viskoznih materijala (nerđajući čelici, otporni na toplinu, itd.), tada se u te svrhe koriste slavine, čiji su rezni elementi raspoređeni u šahovnici.

Ureznice se obično koriste za rezanje metričkih navoja, ali postoje alati koji režu cijevne i inčne unutrašnje navoje. Osim toga, slavine se razlikuju i po obliku radne površine koja može biti cilindrična ili stožasta.
Priprema za unutarnji navoj
Kako proces rezanja unutarnjeg navoja sa slavinom ne bi uzrokovao posebne poteškoće i završio s kvalitetnim rezultatom, potrebno je pravilno pripremiti za ovu tehnološku operaciju. Sve metode narezivanja navoja s nareznicom pretpostavljaju da je u izratku već napravljena rupa odgovarajućeg promjera. Ako unutarnji navoj koji se reže ima standardna veličina, tada se za određivanje promjera pripremne rupe može koristiti posebna tablica s podacima prema GOST-u.

Tablica 1. Promjeri rupa za standardne metričke navoje
U slučaju da navoj koji treba rezati ne pripada standardnoj kategoriji, promjer rupe za njegovu izvedbu može se izračunati pomoću univerzalne formule. Prije svega, potrebno je proučiti oznaku slavine, koja nužno označava vrstu navoja koji se reže, njegov promjer i korak, mjereno u milimetrima (za metriku). Zatim na veličinu poprečni presjek rupa koju treba izbušiti za navoj dovoljna je da se korak oduzme od njegovog promjera. Na primjer, ako se alat s oznakom M6x0,75 koristi za rezanje nestandardnog unutarnjeg navoja, tada se promjer pripremne rupe izračunava na sljedeći način: 6 - 0,75 \u003d 5,25 mm.
Za standardne navoje koji pripadaju kategoriji inča postoji i tablica koja vam omogućuje da odaberete pravu bušilicu za izvođenje pripremnih radova.
Tablica 2. Promjeri rupa za inčne navoje
Važno za dobivanje visokokvalitetnog rezultata je pitanje ne samo čime se navoj reže, već i kojom bušilicom napraviti pripremnu rupu. Prilikom odabira bušilice potrebno je obratiti pozornost na parametre i kvalitetu njenog oštrenja, kao i osigurati da se okreće u steznoj glavi opreme koja se koristi bez udaranja.
Kut oštrenja reznog dijela odabire se ovisno o tvrdoći materijala koji se buši. Što je veća tvrdoća materijala, veći bi trebao biti kut oštrenja svrdla, ali ta vrijednost ne smije prelaziti 140 °.

Kako pravilno rezati konac? Prvo morate pokupiti alate i zalihe:
- električna bušilica ili stroj za bušenje koji može raditi pri malim brzinama;
- bušilica, čiji se promjer izračunava ili odabire prema referentnim tablicama;
- bušilica ili upuštač, s kojim će se ukloniti skošenje s ruba pripremljene rupe;
- set slavina odgovarajuće veličine;
- ručni držač za slavine (gumb);
- škripac za klupu (ako proizvod u kojem se navoj treba rezati mora biti fiksiran);
- jezgra;
- čekić;
- strojno ulje ili drugi sastav, koji tijekom procesa obrade treba podmazati i slavinu i dio navoja koji je njime izrezan;
- krpa.

Tehnološke značajke
Prilikom rezanja unutarnjeg navoja s slavinom koristi se sljedeći algoritam.
- Na mjestu na površini obratka gdje će se izbušiti rupa za navoj, potrebno je oblikovati udubljenje za točniji ulazak svrdla pomoću jezgre i uobičajenog čekića. Svrdlo se učvršćuje u steznu glavu električne bušilice ili bušilica, na kojem su postavljeni niski okretaji rotacije alata. Prije početka bušenja potrebno je rezni dio svrdla tretirati mazivom: podmazani alat lakše ulazi u strukturu materijala koji se obrađuje i stvara manje trenja u području obrade. Svrdlo možete namazati komadićem obične svinjske masti ili masti, a kod obrade viskoznih materijala u tu se svrhu koristi strojno ulje.
- Ako je navoj potrebno detaljno mala veličina, za to ih treba prethodno učvrstiti pomoću škripca. Počevši s bušenjem, alat fiksiran u steznoj glavi opreme mora biti postavljen strogo okomito na površinu obratka. Redovito podmazujte slavinu i pazite da se ne savija i da se kreće strogo u navedenom smjeru.
- Na ulazu u rupu, kao što je gore spomenuto, potrebno je skositi, čija dubina treba biti 0,5–1 mm (ovisno o promjeru rupe). U tu svrhu možete koristiti bušilicu ili upuštač većeg promjera tako da ih ugradite u steznu glavu opreme za bušenje.
- Proces rezanja unutarnjih navoja počinje s slavinom # 1, koja se prva ugrađuje u gumb. Ne treba zaboraviti na mazivo, koje se mora nanijeti na slavinu za navoj. Položaj nareznice u odnosu na rupu koja se obrađuje mora se postaviti na samom početku rada, jer kasnije, kada je alat već unutar rupe, to neće raditi. Prilikom rezanja navoja s navojem, potrebno je pridržavati se sljedećeg pravila: 2 okreta navoja su napravljena u smjeru navoja, 1 - protiv kursa. Kada se nareznica okrene za jedan krug unatrag, strugotine se ispuštaju s njezinog reznog dijela i smanjuje se opterećenje. Urezivanje navoja s matricom izvodi se sličnom tehnikom.
- Nakon rezanja navoja slavinom br. 1, alat br. 2 postavlja se u gumb, a nakon njega - br. 3. Obrađuju se prema gore opisanoj metodi. Kod narezivanja navoja s nareznicama i matricama morate osjetiti kada se alat počinje okretati silom. Čim dođe takav trenutak, trebali biste okrenuti gumb obrnuta strana za uklanjanje strugotine s oštrice alata.

Kada se cjevovod popravlja, potrebno ga je spojiti na postojeći cjevovod. Ako su metalne cijevi položene, možete koristiti zavarivanje. Za spajanje zapornih ventila morate imati poseban alat za rezanje navoja na cijevima. Štoviše, njegova proizvodnja s takvim uređajem može se lako izvesti životni uvjeti vlastitim rukama.
U većini slučajeva, navojna veza ostaje glavna vrsta priključka. metalne cijevi. Ima nekoliko parametara koji se uzimaju u obzir prilikom postavljanja armature. Ispravno odabrane dimenzije omogućuju vam stvaranje pouzdane i čvrste veze.
Za rad s rezačem navoja potrebno je razlikovati vrste navoja, njegove parametre i karakteristike.
Inčno i metričko rezanje
Nekoliko parametara smatra se karakterističnom razlikom:

U Rusiji se sva mjerenja izvode u metrički sustav. Rezanje navoja nije bilo iznimka. . Karakteristične razlike su:
- Dimenzije su u milimetrima.
- Profil podsjeća na jednakostranični trokut.
- Mali korak.
Sustav inča koristi se za spajanje vodovodnih cijevi, proizvodnja pričvrsnih elemenata vrši se u metričkom sustavu. Ako je spoj namotan u smjeru kazaljke na satu, spoj se naziva desnim. Inače se navoj smatra lijevim.
Vrste alata
 Za proizvodnju navojne veze, industrija proizvodi posebne uređaje za rezanje. Namijenjeni su za obavljanje određenih tehnoloških operacija. Alat za stvaranje unutarnjih navoja, sličan vijku, naziva se slavina. Uređaj reže utore za strugotine na tijelu cijevi. Za pričvršćivanje u ovratnik, slavina ima dugačku dršku. Alat je proizveden u skladu s važećim standardom. Postoje posebne tablice koje pokazuju veličinu slavine, njen broj i vrstu.
Za proizvodnju navojne veze, industrija proizvodi posebne uređaje za rezanje. Namijenjeni su za obavljanje određenih tehnoloških operacija. Alat za stvaranje unutarnjih navoja, sličan vijku, naziva se slavina. Uređaj reže utore za strugotine na tijelu cijevi. Za pričvršćivanje u ovratnik, slavina ima dugačku dršku. Alat je proizveden u skladu s važećim standardom. Postoje posebne tablice koje pokazuju veličinu slavine, njen broj i vrstu.
Komplet za rezanje uključuje dvije slavine. Njihova glavna razlika je dubina prodiranja utora:
- Černova - br.1.
- Završna obrada - br. 2.
Die fixture
Ovaj uređaj se ponekad naziva lerka. Alat je opremljen vrstom matice s nekoliko rupa. Ona je ta koja stvara oštrice.
Industrija proizvodi lerke različitih oblika:
- Klupp.
- Krug.
- Podjela.
- Klizna.
- Cijeli.
Kluppov opis
 Razlikuje se od ostalih uređaja u posebnoj vodilici, koja centrira matricu u odnosu na cijev. Uređaj može biti na električni ili ručni pogon. Za upotrebu kod kuće, kada se rezanje neće odvijati više od dva - tri puta, bit će racionalnije raditi s ručnim vijkom. Njegov trošak je mnogo manji od električnog alata.
Razlikuje se od ostalih uređaja u posebnoj vodilici, koja centrira matricu u odnosu na cijev. Uređaj može biti na električni ili ručni pogon. Za upotrebu kod kuće, kada se rezanje neće odvijati više od dva - tri puta, bit će racionalnije raditi s ručnim vijkom. Njegov trošak je mnogo manji od električnog alata.
Ovaj alat je vrlo jednostavan za rad. Konac je vrlo čist i pouzdan. Lagana težina učvršćenja, jednostavnost dizajna omogućuje vam brzu zamjenu rezača.
Najvažnija karakteristika kluppa je materijal od kojeg je izrađen. Za izradu matrice koristi se skupi alatni čelik. Ali rezbariju stvaraju samo sjekutići. Moraju biti vrlo izdržljivi.
Klupp nema skupih nefunkcionalnih elemenata. Stoga, set klupps košta mnogo manje. Trošak narezivanja cijevi od nehrđajućeg čelika drastično je smanjen. Domaći obrtnici, ne želeći imati velike financijske gubitke, radije rade s takvim alatom.
Samorezanje
Za rad možete koristiti nekoliko alata:
- Dodirnite.
- Umrijeti.
- Klupp.
Koji set alata odabrati ovisi o nekoliko čimbenika. To se posebno odnosi na vrstu niti. Uostalom, može biti unutarnji ili vanjski. Nakon odabira ploče slijedi nekoliko koraka.

Ako je sve u redu, broj zavoja odgovara spojnom dijelu, možete zapečatiti spoj i početi instalirati cjevovodni sustav.