Фрезерлік станок f. Шпиндельдің төменгі орналасуы бар фрезерлік станоктар. Консольді фрезерлік станоктардың белгіленуі
24.05.2015
Отандық өнеркәсіп бір шпиндельді F-4, F-5, F-6, FSH-4 және FA-4 машиналарын шығарады. Олар сериялық өндірісі бар ағаш өңдеу кәсіпорындарында және қосалқы өндіріс кәсіпорындарында қолданылады.
ФШ-4 станогы шұңқыр кесу жұмыстарын орындайды. FA-4 машинасын қолмен және механикалық берумен пайдалануға болады. Қолмен берiлетiн барлық станоктар конструкциясы бойынша бiр типтi, айырмашылығы тек жеке агрегаттардың модификациясында.
Негізгі үлгі - орташа типтегі Ф-4 фрезерлік станок.
F-6 шпиндельдің айналу саны жоғары жеңіл машиналарға жатады. Онда шағын түзу және қисық бөліктер шаблон мен сызғыш бойынша өңделеді.
F-5 ауыр машиналарға жатады. Үлкен бөлшектер оған шаблон мен сызғыш бойынша өңделеді.
Қолмен беретін машиналар конструкциясы қарапайым, кинематикалық сұлбасы бір типті, сондықтан тек F-4 машинасы толығырақ қарастырылады (138-сурет).
Бағыттауыштарда 2 жақтауға 1 шпиндель 3 орнатылған.Шпиндель 10 шарикті подшипниктер арқылы штангенциркульге бекітілген.Шпиндель биіктігін а және бұрандалы тісті доңғалақтардан тұратын көтеру механизмі арқылы қол дөңгелегі 13 орнатады. . Суппорт бекіткіш бұрандалармен бекітіледі 5. 7-кесте кереуеттің жоғарғы бөлігінде бекітілген, ал үстелде бір мезгілде фрезерлік бастиектің қоршау қызметін атқаратын қорап-секциялық бағыттаушы сызғыш 8 орналасқан. Шаңды кетіру үшін қабылдағыш 11 қарастырылған.Шпиндельді жетек электр қозғалтқышынан 16 жалпақ таспалы беріліс қорабы 17. Электр қозғалтқышы қозғалтқыштың астындағы айналмалы күшейтілген пластинаға орнатылған.
Қозғалтқыштың астындағы пластинаны және жетек шкивімен қозғалтқышты қол дөңгелегі 14 арқылы бұру арқылы белдік керіледі. Белдік арнайы қалқанмен 15 қорғалған. Электрлік қондырғыларды орналастыру үшін раманың бүйірінде арнайы шкаф 4 орнатылған. жабдық, ал басқару түймелері қалқанда 12 орналасқан. Тұтқа 6 электр қозғалтқышының тежегішін қосу үшін қолданылады.
Үлкен өлшемді дайындамаларды өңдеу процесінде үлкен жүктемелер кезінде рамаға бекітілген кронштейнге 18 орнатылған қосымша тірек 9 орнату қарастырылған (шпиндельдің жоғарғы бөлігінде).
Дірілді болдырмас үшін кесу процесінде дайындаманы жоғарыдан серіппелі тіректермен 19 басады. Жұмыс орны шаммен 20 жарықтандырылады.
Станоктың негізгі бірлігі - үлкен айналымдар санымен айналатын шпиндельдің теңгерімсіздігінен туындайтын тербелістерді жұту құралы ретінде қызмет ететін төсек.
Үстел өңделген дайындамалар үшін негіз болып табылады. Үстелдің ортасында шпиндель саптамасының шығуы үшін дөңгелек тесік бар. Саңылау диаметрі қолданылатын кескіштің диаметріне байланысты кірістіру сақиналарын салу арқылы реттеледі. Үстелдегі ойықтар сызғышты жылжытуға, қоршауды бекітуге және т.б.
Суппорт – қатты шойын жақтау, оның көлденең элементтеріне шпиндель білігінің мойынтіректерінің корпустары құйылады. Екі (жоғарғы және төменгі) мойынтіректердің корпустарының қатты қосылуы дәл бұрғылауды, содан кейін бір қатарлы жоғары жылдамдықты шарикті мойынтіректерді орнатуды қамтамасыз етеді.
Суппорттың шеткі жақтары (тігінен) дәл өңделген және төсек бағыттағыштарымен үйлеседі, олардың бойымен суппорт биіктігі бойынша реттеледі. 50-100 мм шегінде суппорттың қозғалысы.
Шпиндель білігінің (139-сурет, а) үстіңгі бөлігінде (шыбықтың ішінде) шпиндельді қондырманы бекітуге арналған Морзе конусы бар розетка бар, оған кескіш бекітілген.
Шпиндель білігінің саптамамен байланысы коаксиалды болуы және кескіш осінің білік-саптама жүйесімен центрленуін қамтамасыз етуі керек. Шпиндель білігіндегі саптаманы орталықтандыруға сәйкес нығайту (139, б-сурет) қақпақ 1 немесе дифференциал 2 қысқыш гайка көмегімен жүзеге асырылады. Ең мінсіз болып дифференциалды гайкамен бекіту болып саналады, оның әр түрлі қадамдары бар екі жіптері бар (шпиндельдегі үлкен қадам, саптама штангасында кішірек). Дифференциалды гайка көмегімен саптама шпиндельдің отырғышынан оңай шығарылады, сонымен қатар саптама мен біліктің конустарын мықтап біріктіреді, конустар арасында сенімді үйкеліс жасайды.
Шпиндель білігіндегі ең маңызды бөліктер мойынтіректер болып табылады. Олар жоғары жылдамдықта қалыпты жұмысты қамтамасыз етуі керек. Төменгі шпиндельді орналасуы бар машиналарда бір қатарлы бұрыштық жанаспалы шарикті подшипниктер негізінен қолданылады.
Мойынтіректерді орнатуға жол берілмейді, өйткені олар жоғары жылдамдықпен жұмыс істеуге жарамайды.
Жоғары жылдамдықты мойынтіректерді майлау ерекше маңызға ие. Ол үшін ауырлық күшімен мойынтіректерге берілетін сұйық төмен тұтқыр май қолданылады. Қалдық май бұрандалы сорғымен қайтадан резервуарға беріледі (Cурет 139, в).
Машиналардың жоғары жылдамдықтағы жұмысы кезінде шпиндель дірілі байқалады. Теңгерімсіздіктен туындайтын инерциялық күштер шарикті мойынтіректерге қосымша динамикалық жүктемелер тудырады, машина бөлшектері мен тораптарының тербелістерін қоздырады. Шпиндельдің ауытқуы өңдеу қателерін тудырады. Теңгерімсіздік әсерін азайту үшін шпиндельдің соңына үшінші тірек орнату ұсынылады. LTA зерттеулеріне сәйкес, бұл тірек шпиндельдер жинағының дірілге төзімділігін 10 есе арттырады.
Белдіктің еркін қозғалуы үшін шпиндельдің консольдық төменгі бөлігіне кең жетекті шкив орнатылған; ол шпиндельді блоктың тік қозғалысын қамтамасыз етеді.
Екі шпиндельді станок F2-4 сыртқы контур бойымен жақтау мен панель бөліктерін өңдеуге арналған. Ағаштың өңдеу бетінен жабысып қалуын және жыртылуын болдырмау үшін кескіш бастардың айналуының өзара қарама-қарсы бағыты қарастырылған.
Негізінде F2-4 машинасы қос бір шпиндельді F-4 машинасы болып табылады. Машина төсеніші мен үстел екі шпиндельге де ортақ. Шпиндельдер мен шпиндельдердің конструкциясы, олардың майлау және жетек жүйелері F-4, F-5 және т.б. машиналармен бірдей. Әрбір шпиндельде дербес жетек бар.
Механикаландырылған жемі бар станоктар
Отандық өнеркәсіп FA-4 механикаландырылған жемі бар машина шығарады. Бұл F-4 машинасының модификациясы. Тісті тісті жұлдызшасы бар механизм (140-сурет, а) арнайы шаблонды пайдалана отырып, түзу және қисық дайындамаларды жеткізуді қамтамасыз етеді.
Берілу тісті 1 шпиндельге (шарлы мойынтіректерде) қатысты тәуелсіз айналу негізінде күшейтілген қуыс білікке 2 орнатылады.
Тісті доңғалақтың электр қозғалтқышынан 5 жетек, беріліс қорабы 4 және шынжыр жетегі арқылы 3. Тізбек 1 шаблонның бүйір бетінде орнатылған роликті шынжырмен түйіседі 6. Айналған кезде тістері бар жұлдызша тізбек шаблонды ілінісу нүктесіне жанама бағытымен жылжытады, шаблонның бүйір бетінің профилі бағытымен қоректенеді. Шаблонның төменгі жағында периметрі бойынша тік қабырғасы шаблонның бүйір сыртқы бетіне параллель орналасқан ойық 7 бар. Үлгі беру тісті доңғалақ пен қысым шығыршығының 8 арасына салынған. Шаблонның қозғалысын шектеу және оның тісті жұлдызшаға шамадан тыс қысымын болдырмау үшін қуыс білікке шектеу сақинасы 9 орнатылады, ролик шаблонға қарсы басылады. серіппе 11. қысқыш ролик 8.
Қысым шығыршығы педаль 12 арқылы тартылады, осылайша ролик тізбегі бар жұлдызшаның муфтасы үзіліп, беру тоқтайды. Фрезерлік шпиндельдің 13 беру тісті геометриялық осі бар. Кескіш 14 беру жұлдызшасының үстінде орналасқан. Дайындаманы шаблонға қарсы сфералық беті 15 қысқыш элементпен басады, ал элементке қысымды серіппе 16 жасайды.
Қысқыш элемент 18 баған бойымен кронштейнді 17 жылжыту арқылы биіктікте реттеледі.
Үлгідегі дайындамалар 19 шыбықтарға шаншу арқылы бекітіледі.
Жұлдызшасы бар беру механизмін дайындамаларды сыртқы және ішкі жабық және ашық контурлар бойымен өңдеу кезінде пайдалануға болады. Бұл механизм негізінен тұйық контурды және сәл ұзартылған пішінді өңдеудің ұзын сызығы бар ауыр бөлшектерді өңдеуде қолданылады.
Шетелдік тәжірибеде айналмалы шаблондары бар бекітілген механизмдер қолданылады (140-сурет, б). Механизм машина үстеліне бекітілген. Оның конструкциясы редукторы бар корпустан 1, қозғалысты редукторға сына таспалы жетек арқылы беретін электр қозғалтқышынан 2 тұрады. Белдікті керу үшін электр қозғалтқышы қосалқы пластинаға 3 орнатылады. Корпусқа шпиндельдері 5 бар екі бұрылмалы рама 4 бекітіледі. Шпиндельдер электр қозғалтқышынан беріліс қорабы арқылы қозғалысты қабылдайды. Айналмалы шаблондар 6 шпиндельдерге төменнен бекітілген. Өңделетін дайындама шаблонның астына қойылады. Тұтқаны 7 айналдырғаннан кейін шаблоны бар шпиндель төмен түседі, дайындаманы шыбықтармен басып, оны қозғалысқа келтіреді. Тұтқа 8 шпиндельмен бірге жақтауды кескіш құралға жеткізу үшін қызмет етеді. Дайындама шаблонның көшіру беті бойымен өңделеді. Бұл механизм тұйық контур бойымен қалыңдығы 10-15 мм және диаметрі 130-140 мм қисық дайындамаларды өңдеу үшін қолданылады.
Көшірме машиналар
Сыртқы контур бойымен қисық беттерді өңдеу кезінде өңделетін дайындаманың бөлігіне сәйкес келетін иілген бүйір беті 5 болатын шаблоннан 1 тұратын құрылғылар (141, а-сурет) пайдаланылады. 2, оның фрезерлік бастиектің шпиндельімен ортақ айналу осі 3. Шаблон негізі 4 және тоқтатқыштан тұрады 5. Ол құрғақ қатты ағаштан немесе қалың көп қабатты фанерадан (дәл жұмыс үшін - жеңілден жасалған) жасалған. дуралюминий металы). Дайындама 6 шаблонға қапсырмалар 7 арқылы бекітіледі. Дайындаманы кесу арқылы өңдеу процесінде шаблонның 8 көшіру шеті итергіш сақинаға 2 тіреледі. Бұл шаблонның эталондық бүйір бетінің контурының болуын қамтамасыз етеді. өңделетін дайындаманың бетіне ауыстырылады.
Тарту сақинасының дизайны екі түрлі болуы мүмкін. Бірінші жағдайда сақина шпиндельге (шарлы подшипникке) қойылады - күріш. 141, b, ал екіншісінде - сақина шпиндельге қосылмаған және кестеде бекітілген (Cурет 141, в). Бірінші дизайн дизайнда қарапайым, бірақ айтарлықтай кемшілігі бар: ол көлденең күшті шаблон қысымынан шпиндельге береді. Бұл кемшілік екінші конструкцияның тартқыш сақинасынан айырылған.
Жиһаз және ағаш өңдеу зауыттарының бірінде диаметрі реттелетін тірек сақинасы қолданылды. Жиһаз блоктарының бүйір беттерінің контуры бойынша өңдеу кезінде кескіш басының кесу диаметрі мен сақинаның тірек диаметрі арасындағы сәйкестікті сақтау қажет екені белгілі. Реттелетін анықтамалық диаметрі бар сақина машинаны орнату уақытын айтарлықтай қысқартады және бөлшекті дәл өңдеуді қамтамасыз етеді. Сақинада (141-сурет, в) шпиндельдің еркін өтуіне арналған тесігі бар дөңгелек негізі 1 бар. Сақинаның жоғарғы бөлігі өңделеді, өңделген бетке 2 мм қадаммен жіп кесіледі. Сақина 2 үстелге бекітілген.
Өңделген бөлікке адаптер сақинасы 3 бұрандалы, оның сыртқы беті 15° бұрышпен қиықталған. Арнайы кілтке арналған слоттар адаптер сақинасының жоғарғы жиегінде кесілген. Адаптер сақинасы RING 4 бағыттағышымен жабылған, оның ішкі беті де 15° бұрышпен қиықталған. Бұл сақина болт саңылаулары бар арнайы дәнекерленген пластиналардың көмегімен бөлініп, бекітіледі. Сақинаның негізіне бекітілген 5 түйреуіштің көмегімен сақина қажетті күйде бекітіледі. Адаптер сақинасының әрбір толық айналымы итергіш сақинаның сыртқы диаметрін 0,33 мм-ге өзгертеді. Осылайша, кескіш бастиегі мен тарту сақинасының кесу диаметрлері сәйкестендіріледі.
Шпиндельдің төменгі орналасуы бар фрезерлік станоктардың техникалық сипаттамалары кестеде келтірілген. 61.
6R13F3, 6R13F3-37 консольді фрезерді өндіруші туралы ақпарат
6R13F3, 6R13F3-37 фрезерлік тік консольді станоктарды өндіруші Горький фрезерлік станоктар зауыты 1931 жылы құрылған.
Станоктардың екінші өндірушісі 6R13F3 Воткинск машина жасау зауыты ВМЗ, (қазіргі уақытта ОАО Воткинск зауыты) императрица Елизаветаның рұқсатымен граф П.И.Шувалов 1757 жылы құрған.
Воткинск станок жасау зауытында тік консольді фрезерлік станоктарды шығару 1956 жылы, ал 1959 жылы CNC фрезерлік станоктарды шығару басталды.
Бүгінде консольді фрезерлік станоктарды кәсіпорын шығарады «Машина паркі» ЖШС 2007 жылы құрылған.
Консольді фрезерлік станоктар. Негізгі ақпарат
Көлденең және тік консольді фрезерлік станоктар - бұл фрезерлік жұмыс үшін қолданылатын станоктардың ең көп таралған түрі. Консольді фрезерлік станоктар өз атауын станок төсегінің тік бағыттағыштары бойымен қозғалатын және үстелдің көлденең қозғалыстарына тірек қызметін атқаратын консоль кронштейнінен (консоль) алды.
Консольді фрезерлік станоктардың стандартты өлшемдеріҮстелдің жұмыс (бекіту) бетінің өлшемімен сипаттау әдеттегідей. Консольді фрезерлік станоктар болуы мүмкін көлденең, әмбебап (кең әмбебап)Және вертикалдыкестенің жұмыс бетінің бірдей өлшемімен орындау. Кестенің негізгі өлшемдік сипаттамасы бірдей машинаның әртүрлі нұсқаларының комбинациясы деп аталады машиналардың өлшем диапазоны.
КСРО-да бес өлшемді консольді фрезерлік станоктар өндірісі игерілді:
№ 0; № 1; № 2; No3 және No4, және әрбір өлшем үшін машиналардың толық спектрі шығарылды - көлденең, әмбебап және тік. Бір өлшем диапазонындағы әрбір машинада кестенің жұмыс бетінің өлшеміне сәйкес шифрда бірдей белгілеу болды.
Үстелдің жұмыс бетінің өлшеміне байланысты консольді фрезерлік станоктардың келесі өлшемдері бөлінеді:
| Өлшем | Машиналар ассортименті | Үстел өлшемі, мм |
|---|---|---|
| 0 | 6R10, 6R80, 6R80G, 6R80Sh | 200 x 800 |
| 1 | 6N11, 6N81, 6N81G; 6R11, 6R81, 6R81G, 6R81Sh | 250 x 1000 |
| 2 | 6M12P, 6M82, 6M82G; 6P12, 6P82, 6P82Sh; 6T12, 6T82, 6T82G, 6T82Sh | 320 x 1250 |
| 3 | 6M13P, 6M83, 6M83G; 6P13, 6P83; 6T13, 6T83, 6T83G | 400 x 1600 |
| 4 | 6M14P, 6M84, 6M84G | 500 x 2000 |
Үстелдің өлшемдеріне сәйкес машинаның өзінің және оның негізгі құрамдас бөліктерінің (кереует, үстел, шана, пульт, магистраль) габариттік өлшемдері, электр қозғалтқышының қуаты және ең үлкен қозғалыстың (инсульттің) шамасы. үстел бойлық бағытта, шана көлденең бағытта және консоль тік бағытта өзгереді.
Консольді фрезерлік станоктардың белгіленуі
6 - фрезерлік станок (ENIMS классификациясына сәйкес топ нөмірі)
Р- машинаның сериясы (генерациясы) (B, K, N, M, R, T)
1 - ENIMS классификациясына сәйкес (1, 2, 3, 4, 5, 6, 7, 8, 9) топшаның нөмірі (1 - тік фрезерлеу)
2 - машина нұсқасы - стандартты өлшем (0, 1, 2, 3, 4) (3 - жұмыс үстелінің өлшемі - 400 x 1600)
Үлгі белгісінің соңындағы әріптер
Г– айналмайтын үстелі бар көлденең консоль-фрезер
TO- қисық беттерді өңдеуге арналған көшіргіші бар машина
Б- өнімділігі жоғары станок (шпиндельдің айналу жиілігі диапазонының ұлғаюы, үстелдің берілуі және негізгі қозғалыс қозғалтқышының қуатының жоғарылауы).
П- машина дәлдігі - (n, p, c, a, c) ГОСТ 8-XX бойынша
В– кең әмбебап машина
F1– DRO цифрлық индикаторлық құрылғысы және координаталар алдын ала орнатылған станок
F2– CNC позициялық сандық басқару жүйесі бар станок
F3– контурлық (үздіксіз) CNC жүйесі бар станок
F4- CNC контурлау жүйесі және құрал журналы бар көп мақсатты машина
CNC бар 6R13F3 тік консольді фрезер. Мақсаты мен ауқымы
6R13F3 консольді фрезерлік тік станок CNC бар 1972 жылы өндіріске енгізілді. Осы үлгінің негізінде 6r13f3-37 мұнарасы бар 6r13rf3 машиналары жасалды.
6R13F3 тік фрезерлік станок болаттан, шойыннан, қиын кесілетін түсті металдардан жасалған әртүрлі күрделі профильді бөлшектерді, негізінен беткі және шеткі жонғыштарды, орташа және шағын өндірістегі бұрғыларды өңдеуге арналған.
6R13F3-37 үлгісіндегі фрезерлік станок H33-2M CNC құрылғысымен жабдықталған, ол өнімді бағдарламаны басқару режимінде бір уақытта үш координатта өңдеуге мүмкіндік береді: бойлық және көлденең (үстел мен сырғанақты дайындамамен бірге жылжыту) және тік (жүргішті жылжыту). құралмен).
Машинаның жұмыс істеу принципі және конструкциялық ерекшеліктері
Бағдарламаланатын тік қозғалыс (Z координаты) сырғытпаның қозғалысы арқылы жүзеге асырылады. 6R13F3 CNC фрезерлік станоктың консольінде айтарлықтай массасы бар консольдің серво режимінде орналасуын және жұмысын қоспағанда, тек орнату қозғалысы бар. Өңдеу дәлдігі артады, өйткені консоль кесу процесінде әрқашан қысылады.
Құрылғы жоғары айналу моменті тұрақты ток қозғалтқыштары бар серво-реттелетін беру жетектерімен жабдықталған.
Тұрақты ток қозғалтқыштары бар реттелетін сервожетектерді пайдалану 4,8 м/мин дейін жылдам үстел қозғалысының жылдамдығын қамтамасыз етеді және координаттардың бірінің бойымен беріліс жетегі істен шыққан жағдайда контурлау кезінде бөліктің қабылданбауын болдырмайды.
Орталықтандырылған майлау бағыттағыштары енгізілді.
Машина 2000 кг тұрақты қысу күшін қамтамасыз ететін электромеханикалық құралды қысқыш құрылғыны қабылдайды.
Қашықтағы жабдық үшін штепсельдік қосқыштары бар дайын сымдар бар.
Өңделген беттің кедір-бұдырлығы Rz = 20 мкм.
Машинаның дәлдік класы - ГОСТ 8-82 бойынша H.
Әзірлеуші – Горький станок жасау өндірістік бірлестігі.
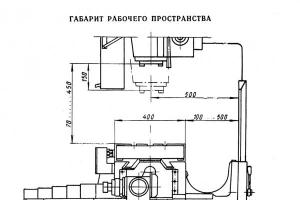
CNC 6R13F3 фрезерлік станоктың жұмыс кеңістігінің өлшемдері

6r13f3-37 CNC фрезерлік станоктың жұмыс кеңістігінің өлшемдері
6R13F3 CNC фрезерлік станоктың монтаждау өлшемдері

CNC фрезерлік станоктың монтаждау өлшемдері 6r13f3-37
6R13F3 фрезерлік станоктың жалпы көрінісі

Фотофрезер 6r13f3-37
6R13F3 CNC консольді фрезерлік станоктың құрамдас бөліктерінің орналасуы


CNC бар 6r13f3-37 фрезерлік станоктың құрамдас бөліктерінің орналасуы
- Төсек - 6R13F3-37.10
- Редуктор - 6R13F3-37,25
- Консоль - 6R13F3-37.61
- Электр қондырғысының қорабы - 6R13F3-37.068
- Үстел және шана - 6R13F3-37,70
- Электр жабдықтары - 6R13F3-37,80
- Шпиндель басы - 6R13F3-01.38
- Беріліс қорабы - 6R13F3-01.32
- Беріліс қорабы - 6R13F3.50
- Бағыттаушы рельс қорғанысы - 6R13F3.74
- Салқындату - 6R13F3,90
- Қоршау - 6R13F3.91
- Қорғаныс құрылғысы - 6М13П.91
6R13F3 үлгісіндегі CNC машинасының басқару элементтерінің орналасуы


6r13f3-37 фрезерлік станоктың басқару элементтерінің орналасуы
6R13F3 машинасының басқару элементтерінің тізімі және олардың тағайындалуы
- Жүгірткі соққысын шектейтін камералар
- «Құралды босату» түймесі
- Құралдың қысқыш түймесі
- Салқындату сорғысын қосуға арналған қосқыш
- Z координатын қосу үшін ауыстырып қосқыш
- Y координатын қосу үшін ауыстырып қосқыш
- X координатын қосу үшін ауыстырып-қосқыш
- Процесті тоқтату қосқышы
- Қолмен және автоматты түрде жұмыс істеуге арналған қосқыш
- Беру жылдамдығын таңдау қосқышы
- Үстелдің қолмен бойлық қозғалысы
- Арнаны қосу ауыстырып қосқышы
- Координаттарды нөлдік күйге орнатуға арналған ауыстырып қосқыш
- Бағдарламаны бастау түймесі
- Түйіннің қадамдық түймесі
- Шпиндельді іске қосу түймесі
- Консольді көтеру түймесі
- Шпиндельді тоқтату түймесі
- Консольді төмендету түймесі
- Z нөлді орнату камералары
- X координатты нөлдеу камералары
- Кереуеттегі консоль қысқышының тұтқасы
- Бойлық жүрістерді шектейтін жұдырықшалар
- Барлығын тоқтату түймесі
- жылдамдық көрсеткіші
- Шпиндельді жүгірту түймесі
- Ауыстыру тұтқасы
- Консольдік саяхатты шектеу камералары
- Консольдің қолмен тік қозғалысы
- Қоршауды көтеруге және түсіруге арналған тұтқа
- Y-координаталық нөлдік жұдырықшалар
- Үстелдің көлденең жүруін шектейтін камералар
- Барлығын тоқтату түймесі
- Үстелдің қолмен бүйірлік қозғалысы
6R13F3 CNC фрезерлік станоктың кинематикалық диаграммасы

6r13f3-37 CNC фрезерлік станоктың кинематикалық диаграммасы
6R13F3 CNC фрезерлік станоктың конструкциясының сипаттамасы
Машиналық төсек
Төсек – машинаның агрегаттары мен механизмдері орнатылатын негізгі базалық блок.
Кереуеттің қатты құрылысы дамыған негіздің және көптеген қабырғалардың арқасында қол жеткізіледі. Оның алдыңғы корпусында консоль қозғалатын тік бағыттағыштар бар. Консольді орнату қозғалысының мәнін оқу үшін төсекке сызғыш бекітілген.
Шектеу қосқыштары консоль қозғалысын шектеу үшін жақтаудың сол жақ ұяшығына орналастырылған. Оң жақта жақтау корпусының жоғарғы бөлігінде май сорғысы мен беріліс қорабына кіруге болатын терезе бар. Қажетті жылдамдықты таңдау үшін төсектің сол жағында беріліс қорабы орнатылған. Кереует мойынының түйісетін жазықтығына шпиндель басы бекітілген. Рамалық корпустың ішінде мұнай резервуары бар. Кереует негізге орнатылып, оған болттармен бекітіледі.
Машинаның жылдамдық қорабы
Беріліс қорабы кесу кезінде шпиндельге әртүрлі айналу жылдамдығын айту үшін қолданылады.
Редуктордың мойынтіректері мен берілістерін майлау редуктордың ішінде орналасқан плунжерлі сорғыдан жүзеге асырылады.
Беріліс қорабы
Шпиндельдің 18 жылдамдығын қамтамасыз етеді және аралық қадамдарды дәйекті өтусіз қажетті жылдамдықты таңдауға мүмкіндік береді.
Ауыстыру жылдамдықтары келесідей жүзеге асырылады: тұтқа 28 (14-парақ, 4-сурет) тұтқаның шыбығы құлыптау ойығынан алынғанша және ол тоқтағанша өзінен тартылғанша төмен түсіріледі. Цифербетті бұру арқылы поз.26 көрсеткі көрсеткішіне қарсы қажетті айналым санын орнатыңыз. Бұл жағдайда ысырманың шертілуі циферблаттың осы күйде бекітілгенін білдіреді. Батырманы басыңыз, поз. 27, тұтқаны тегіс қозғалыспен бастапқы (бастапқы) күйіне қайтарыңыз.
Редукторды майлау редуктордың плунжерлі сорғысынан жүзеге асырылады.
Машинаның шпиндель басы
Шпиндель басы үш негізгі элементтен тұрады: сырғытпа, беріліс қорабы, шпиндельді сырғытпа.
Сырғыма төсек мойынының сақиналы астыңғы бөлігінде орналасқан және оған төрт болтпен бекітілген. Шпиндельі бар сырғытпа слайдтың тікбұрышты бағыттауыштары - Z координатасы бойымен қозғалады.
Беріліс қорабы негізгі (айналмалы) қозғалысты беріліс қорабынан жұп конус және үш цилиндрлік дөңгелек арқылы шпиндельге беру үшін қызмет етеді.
Бағдарлама бойынша сырғытпаның шпиндельмен қозғалысы жоғары айналу моменті бар қозғалтқыштан цилиндрлік дөңгелектер жұбынан (8-сурет) беріліс қорабы және «айналмалы бұранда-гайка» беріліс қорабы арқылы жүзеге асырылады.
Сырғытпаның қолмен қозғалысын жүзеге асыру үшін шығыс қарастырылған - алтыбұрыш I (Cурет 7).
Үстел мен шана (9,10 және II-сурет)
Үстел мен шана X және Y координаталары (бойлық және көлденең) бойынша үстелдің қозғалысын қамтамасыз етеді.
Х координатының бойымен қозғалу кезінде кесте i = 1:2 беріліс қатынасы бар бір сатылы беріліс қорабы және домалау бұрандалы гайка беріліс қорабы арқылы PBV112LGUZ типті жоғары айналу моменті қозғалтқышынан қозғалысты алады.
Үстелдің бойлық қозғалысына арналған жетекші шарикті бұранда кронштейннің сол жағында, ал оң жағында - беріліс қорабының корпусында орнатылған шарикті мойынтіректерде айналады.
Бұрандалы гайкалар үстелге бекітілген кронштейнге қатты бекітілген.
Үстелдің бойлық қозғалысының редукторында кері байланыс датчигі болып табылатын БТМ-1В типті трансформатор бар.
Кестені Y координатасына жылжыту консольде орнатылған жетектен жүзеге асырылады. Үстелдің көлденең қозғалысының шарлы бұрандасы консоль корпусында орнатылған.
Үстелді қолмен жылжыту үшін алтыбұрышты шығыс 2 бар (9-сурет).
Үстел мен сырғытпаның бағыттаушыларындағы саңылау сыналармен таңдалады. Саңылауды реттеу үшін «Реттеу» бөлімін қараңыз.
CNC фрезерлік станок консолі 6R13F3
Консоль үстелдің тік және көлденең қозғалыстарының жетектерін біріктіретін негізгі блок болып табылады.
Жақтаудың тік бағыттағыштары бойымен (көгершікті профильдің, консоль тік орнату қозғалысын қамтамасыз етеді. Тік бұрышты профильді консольдің көлденең бағыттағыштары бойымен «Үстел және шана» жинағы көлденең бағытта (Y координаты) қозғалады.
Консольдің тереңдігінде беріліс қатынасы i = 1: 2 болатын үстелдің көлденең қозғалысы үшін екі сатылы беріліс қорабы орнатылған.
Үстелдің қозғалысы PBV112LGUZ типті жоғары айналмалы электр қозғалтқышынан беріліс қорабы мен домалау бұрандалы гайка беріліс қорабы арқылы жүзеге асырылады.
Цилиндрлік бұрандалы берілістер тісті берілістегі бүйірлік саңылауларды жою үшін алдын ала дайындалған.
ВТМ-1В типті айналмалы трансформатор, поз. 1 (Cурет 13).
Консоль корпусының оң жағында тік орнату қозғалысының 4A90LA типті асинхронды электр қозғалтқышы орнатылған. Қозғалыс құрт жұбы және бұрандалы беріліс арқылы жүзеге асырылады.
Машинаның жылжымалы бөліктерінің, тісті доңғалақтардың және подшипниктердің бағыттауыштарын майлау үшін консольде май резервуары және AOL-21-4 қозғалтқышымен жұмыс істейтін VT II-IIA типті майлау сорғысы бар.
Консольдің көлденең бағыттағыштары алдыңғы жағынан телескопиялық қорғаныспен, ал артқы жағында - төсекке және сырғанақтың артқы ұшына бекітілген «алжапқыштармен» жабылған.
Электр механикалық құралды қысқышпен машинаның жұмысы
Электр механикалық құралды қысқыш құрылғыны басқару келесі реттілікпен жүзеге асырылады:
- 3 түймешігін басыңыз (3-суретті қараңыз) «құрал қысқышы»;
- шпиндельді 17 «Шпиндельді іске қосу» түймесі арқылы қосыңыз
Құралды басқан кезде қажет:
- шпиндельді 19 түймешігімен өшіріп, шпиндельдің тоқтағанына көз жеткізіңіз;
- «Аспапты босату» 2 түймешігін басыңыз және фрезерлік оправка шпиндельден 15 ... 20 мм аспайтын ұзындыққа шыққанша ұстап тұрыңыз.
Әйтпесе, шнурлы ролик шыбықтан толығымен шығып кетуі мүмкін. Содан кейін, құралды қысу кезінде, шыбықтың бұрандалы ұшын шыбықтың бұрандалы тесігіне бұрап тұратындай етіп жоғары басу керек.
Кескіштерді оправкаларға орнату олардың мөлшері мен түріне байланысты 15,16-суретке сәйкес жүзеге асырылады.
Оправкадағы құрал ауыстырылатын тіректердің көмегімен машинаның сыртында бекітіледі. Оправканың сыртқы конусы 7:24 және ішкі «Морзе №4» бар №2,3,5 Морзе конустары бар құралды бекіту үшін ауыстырылатын адаптер гильзалары 2 және 3 қолданылады. конустық тірек) сәйкесінше Ø 16, Ø 20, Ø 40, Ø 50.
Түсіру I оның T-слоты оправканың жетекші ойықтарына перпендикуляр болатындай етіп орнатылуы керек.
Аспаппен бірге оправкаларды шпиндельдің конустық тесігіне енгізіңіз және 90 ° бұрышпен бұра отырып, штанганың Т-тәрізді ұшына жалғаңыз, «Аспаптың қысқышы» түймесін қосыңыз. Қысқыштың соңы жұдырықшалы муфталарды басу арқылы анықталады.
Құралды қысу шпиндельдің айналу жылдамдығы 40 айн / мин аспауы керек.
6R13F3 машинасының электр жабдықтары. Негізгі ақпарат
Электр жабдықтары басқару станциясындағы станокта орналасқан, сонымен қатар NZZ-2M сандық басқару жүйесін қамтиды.
Басқару станциясы коммутациялық құрылғыларды, электр тізбегін қорғау құрылғыларын орналастыру үшін қызмет етеді.
Электр жабдығы басқару станциясы арқылы кернеуі 380 В, жиілігі 50 Гц үш фазалы айнымалы ток желісінен қоректенеді. Қоректену кернеуінің рұқсат етілген ауытқуы 380 В 15% ± 10%. Желілік кернеудің үлкен ауытқуы кезінде CNC құрылғысын және машинаның электр автоматикасын бөлек тұрақтандырғыштан қуаттандыру қажет. Бөлек тұрақтандырғыштан немесе бөлек станок түрлендіргішінен CNC машиналарының тобын қуаттандыруға болады.
Құрылғы келесі кернеулерді пайдаланады:
- қуат тізбегі - үш фазалы, айнымалы ток 380 В, жиілігі 50 Гц;
- басқару тізбегі - айнымалы 110 В, 50 Гц;
- жергілікті жарықтандыру тізбегі – айнымалы 24 В, 50 Гц;
- басқару тізбегі - 24 В тұрақты ток;
- электродинамикалық тежеу тізбегі - 55 В тұрақты ток;
- қоректендіру қозғалтқыштарын қоректендіру – 48 В тұрақты ток.
Басқару станциясының электрмен жабдықтауы басқару станциясының есігінде орналасқан тұтқа арқылы басқарылатын Кіріспе автоматты машинамен (I) қосылады.
Құрылғыда келесі дискілер орнатылған:
- негізгі қозғалыстың электр жетегі; 4А132S4У3 типті асинхронды қозғалтқыштан жүзеге асырылады, 7,5 кВт, 1450 айн/мин, 380 В, белгілеу M1 схемасы бойынша (A02-5I-4, 7,5 кВт, 1450 айн/мин, 220/380 В);
- консоль қозғалысын реттеуге арналған электр жетегі; 4А90ЛА типті асинхронды қозғалтқыштан жүзеге асырылады, 2,2 кВт, 1500 айн/мин, 380 В, белгілеу M2 схемасы бойынша;
- аспаптық қысқыш электр жетегі; 4AAS56V4U3 типті асинхронды қозғалтқыштан жүзеге асырылады, 0,18 кВт, 1500 айн/мин, 380 В, белгіленуі М4 схемасы бойынша;
- салқындату сорғысының электр жетегі; ХА14-22М асинхронды қозғалтқыштан орындалады (0,12 кВт; 2800 айн/мин; 380 В; М3 схемасы бойынша белгілеу;
- майлау электр қозғалтқышы типті АОЛ-21-4, 0,27 кВт, 1500 айн/мин; 380 В; M5 схемасына сәйкес белгілеу
- бойлық беріліс электр жетегі (X координатасы) PBV-112L типті тұрақты ток электр қозғалтқышынан 2,2 кВт 1000 айн/мин, 110 В, M7 схемасы бойынша белгіленуі жүзеге асырылады.
Қоректендіргіш электр қозғалтқышы 3T6S-8-PBV-112LU4 типті тиристорлық түрлендіргіш арқылы CNC арқылы басқарылады.
Жылдамдықтың кері байланысын тұрақты магниттерден қоздыру арқылы электр қозғалтқышына орнатылған тахогенератор қамтамасыз етеді. M6 схемасы бойынша белгілеу.
Позицияның кері байланысы BTM-1V типті айналмалы трансформатор арқылы қамтамасыз етіледі
- көлденең берілістің электр жетегі (Ү координатасы, шана) Х координатасына ұқсас орындалады.Құрылғыларды схема бойынша белгілеу: электр қозғалтқышы - М9, тахогенератор - М8, айналмалы трансформатор - Р2;
- тік беріліс электр жетегі (Z координатасы, сырғытпа) Х координатасына ұқсас орындалады Схема бойынша құрылғылардың белгіленуі: электр қозғалтқышы - M11. тахогенератор – М10, айналмалы трансформатор – ПЗ.
6R13F3 CNC тік фрезерлік станок. Бейне.
6R13F3-37 CNC фрезерлік станоктың техникалық сипаттамасы
| Параметр аты | 6R13F3-37 | 6R13RF3 |
|---|---|---|
| ГОСТ 8-82 бойынша дәлдік класы | Х | Х |
| Машинаның негізгі параметрлері | ||
| Үстелдің жұмыс бетінің өлшемдері (ұзындығы x ені), мм | 400 x 1600 | 400 x 1600 | 300 | 300 |
| T-слоттарының саны T-слоттарының өлшемдері | 3 | 3 |
| Үстелдің ең үлкен бойлық қозғалысы (X), мм | 1000 | 1000 |
| Үстелдің ең үлкен көлденең қозғалысы (Y), мм | 400 | 400 |
| Үстелдің ең үлкен тік реттеу қозғалысы, мм | 420 | 380 |
| Шпиндель осінен кереуеттің тік бағыттаушыларына дейінгі қашықтық (шығару), мм | 500 | 500 |
| Үстелдің артқы жиегінен кереует рельсіне дейінгі ең аз қашықтық, мм | 100 | 100 |
| Шпиндель ұшынан үстелдің жұмыс бетіне дейінгі қашықтық, мм | 70..450 | |
| Сырғытпаның ең үлкен тік қозғалысы (Z), мм | 250 | - |
| Жұмыс арнасының шектеулері. Бойлық, көлденең, тік, мм/мин | 3..4800 | 20..1200 |
| Үстел мен қошқардың жылдам қозғалу жылдамдығы, мм/мин | 4800 | 2400 |
| Шпиндель ұшынан үстелге дейінгі ең кіші және ең үлкен қашықтық мм | 70...490 | 70...450 |
| Импульстағы беру, мм | 0,01 | 0,01 |
| X осі бойынша орналасу дәлдігі, мм | 0,065 | |
| Y, Z осі бойынша орналасу дәлдігі, мм | 0,040 | |
| Бұрғылаудың максималды диаметрі, мм | 30 | |
| Шеңбердің ең үлкен диаметрі, мм | 40 | |
| Шеңбердің ең үлкен диаметрі, мм | 125 | |
| Шпиндель | ||
| Шпиндельдер саны | 1 | 6 |
| Шпиндельдің айналу жиілігі, айн/мин | 40...2000 | 40...2000 |
| Шпиндельдің айналу жиілігінің саны | 18 | 18 |
| Максималды айналу моменті, кгс.м | 62,8 | |
| Шпиндель ұшы | ГОСТ 836-72, 7:24 | |
| CNC жүйесі | ||
| CNC түрі | H33-2M | H33-1M |
| Өлшемді анықтау әдісі | Үстемемен | Үстемемен |
| Интерполяцияның түрлері | Сызықтық шеңбер | Сызықтық шеңбер |
| Сызықтық/дөңгелек интерполяциямен бір уақытта басқарылатын координаттар саны | 3/2 | 3/2 |
| электр жабдықтары | ||
| Машинадағы электр қозғалтқыштарының саны | 8 | |
| Негізгі жетек электр қозғалтқышы, кВт (айн/мин) | 7,5 (1450) | 7,5 |
| X, Y, Z осьтері бойынша электр беру жетектері, кВт | 2,2 | қадамдық |
| Консольдің реттеу қозғалысының электр жетегі, кВт | 2,2 | |
| Құралдың қысқышы электр жетегі, кВт | 0,18 | - |
| Салқындату сорғысының электр жетегі, кВт | 0,12 | |
| Майлау сорғысының қозғалтқышы, кВт | 0,27 | |
| Электр қозғалтқыштарының жалпы қуаты, кВт | 16,87 | |
| Машинаның өлшемі | ||
| Машина өлшемдері, мм | 3450 x 3970 x 2965 | 3200 x 2500 x 2450 |
| Машинаның салмағы, кг | 4450 | 6900 |
CNC тік фрезерлік станок 6R13F3 негізінен осындай материалдардан әртүрлі элементтерді дайындауға арналған: болат, шойын, түсті металдар (оларды өңдеу қиынға соғатындарға жатқызуға болады), негізінен фрезерлік бетті және шеткі бұрғыларды пайдалана отырып. шағын сериялы, сондай-ақ орташа сериялы өндірісті күту.
CNC жүйесі 6R13F3
6r13f3 құрылғысы сонымен қатар төлқұжаттың болуымен сипатталады - оның мүмкіндіктерін сипаттайтын құжат.
CNC бір уақытта үш координат жиынтығын пайдалана отырып, бағдарламаны басқаруды ұйымдастыруда құрылымдардың әртүрлі түрлерін өңдеуге мүмкіндік береді:
- перпендикуляр (шана мен үстелдің жылтыратылған өніммен қозғалысы);
- осьтік;
- тік (механизммен сырғытпаның қозғалысы), сондықтан машинамен кодталған тік ребаза (Z координаты) жүгірткіні жылжыту арқылы орындалады.
Бұл фрезерлік станоктың шығуы тек көрсетілген қозғалысты сыйдырады, бұл өз кезегінде айтарлықтай салмаққа ие консольге байланысты жүктемедегі көрсеткіш пен әрекетті болдырмайды. Осылайша, өндірістегі қателік деңгейін арттыруға болады, өйткені сәулені машинаның жұмысы кезінде әр уақытта қысып тұру керек.
Тік фрезерлік станоктар тік бағытта қозғалатын тік білікпен жабдықталған, белгілі үлгілерде оның айналу қасиеті бар. Кесте көлденеңінен көлденеңінен ортасына қарай да, тігінен де жылжиды.

Машина жетектері
6R13F3 CNC машинасының қорында үздіксіз электр қуатын қосудың жоғары жылдамдығы бар электр қозғалтқыштары бар серво-реттелетін қоректендіру берілістері бар. Станоктарда үздіксіз немесе үздіксіз электр энергиясын беру үшін қозғалтқыштармен бірге қадағалау тұрақтандыру жылжытқыштарын пайдалану үстелдің 4,8 м/мин дейін дәл қозғалу жылдамдығына кепілдік береді.
Элементтердің ақаулары, егер координаттардың біреуі бойынша жеткізуді беру кезінде ақаулар болмаса, үзіліспен өңдеу кезінде де алынып тасталады. Сондай-ақ станоктардың негізгі элементтерін орталықтандырылған жабынды енгізуге болады. 2000 кг-ға дейін үздіксіз қысқыш күшке кепілдік беретін ұстағыш механизмдердің электромеханикалық конструкцияларын пайдалану жиі қолданылады. Портативті жабдықтау мақсатында шанышқымен ажыратылған дайындалған электр сымдары сияқты сипаттама қолданылады.
Атауды декодтау
Қажетті машинаның төлқұжатын зерттей отырып, сіз әріптік-цифрлық көрсеткіштің атауларын таба аласыз:
- фрезерлік станок 6 санын көрсетеді;
- құрылғының модификациясы - P әрпі;
- тік фрезерлік станок 1 санымен белгіленеді;
- механизмнің стандартты жабуы (үстелдің өлшемі) 3 санымен анықталады;
- F3 - CNC құрылғысының болуы.
Машиналық төсек
Төсек негізгі орталық буынның орнын алады, ол машинаның бастапқы және автоматты құрылымын орнатуға ықпал етеді.
Жақтаудың берік құрылысы кеңейтілген іргетас пен қабырғалардың жеткілікті мөлшеріне ықпал етеді. Рамалық негіз тік бағыттаудың құрамдас бөліктерін орналастырады, оның мақсаты сәулені жылжыту болып табылады. Рамадағы бекітілген жолдың көмегімен қолдың нұсқаулық қозғалысының мөлшерін есептеуге болады.
Шекті қосқыштардың көмегімен қаптама ойығының сол жағындағы сәуленің жалпы бағытын шектеуге болады. Машинаның фюзеляжының қақпақ бөлігінің оң жағында саңылау бар, ол май сорғысына өтуді ашады, сонымен қатар беріліс қорабын көрсетеді. Фрезерлік бөлшектермен қажетті жұмыс қарқынын таңдау үшін арқалықтың сол жақ алдыңғы жағы төмен жылдамдықтан жоғары жылдамдыққа өту қорабымен жабдықталған. Төсектегі тесіктің сым жазықтығы шпиндель басымен бекітіледі. Төсектің ортасында арнайы май бөлімі бар. Корпус машинаға негізде орнатылып, болттармен ұсталады.
Машинаның жылдамдық қорабы
Кесу процесінде шпиндельге қажетті жылдамдық туралы сигнал беру үшін беріліс қорабы болуы керек. Ол сізге станокты тиімдірек басқаруға және бөлшектерді фрезерлеу жылдамдығын бақылауға көмектеседі. Беріліс қорабы, шын мәнінде, шпиндельді кесу кезінде бұрылыстардың жылдамдығының өзгеруі туралы «хабарлайды».
Беріліс қорабындағы мойынтіректерді және тісті дөңгелектерді осы қораптың ортасында орналасқан поршеньді сорғыдан бағытта майлау қажет.
Машинаның шпиндель басы
Машиналардағы үстіңгі бөлікте үш негізгі компонент бар:
- Шана.
- Редуктор.
- Білікпен сырғытпа.
Шана станоктың мойын бөлігінің дөңгелек астыңғы бөлігіне тураланады және онымен төрт болтпен ұсталады. Бұл жағдайда білікпен клапан тікбұрышты сырғытпа бағыттағыштарына (Z координаты) қарай жылжытылуы мүмкін.
Беріліс қорабы беріліс қорабын, сондай-ақ жұп конустық және үш цилиндрлік дөңгелектерді пайдалана отырып, шпиндельдің негізгі айналмалы қозғалысын көрсетуге арналған.
Жобаға сәйкес сырғытпаны білікпен топтау қозғалтқыштың, сондай-ақ екі құбырлы роликтері бар беріліс қорабының көмегімен, сонымен қатар бұранданы гайкаға, ал гайканы айналдыруға жылжыту арқылы жүзеге асырылады.
Үстел мен шана
Бұл компоненттер кестенің X және Y координаталарына (осьтік және перпендикуляр) қарай жылжу үшін қолайлы жағдай жасайды. Бастау үшін, жылжымалы бұранда үстелді көлденең жылжытуға көмектесу үшін, ол ұстағыштың сол жағында орнатылған шарикті мойынтіректерде айналады.
Сондай-ақ, тірек үстелге бекітілген бұрандалы гайкаларды бекітеді. Бөлшек қозғалыс реттегішінде BTM-1V типті түрлендіргіш бар, оның сипаттамасын кері әрекеттестік контроллері келтіреді.
Үстелдің Y ординатасы бойымен жылжуы арқалыққа орнатылған жылжытқыштан жүзеге асырылады. Үстелдің перпендикуляр қозғалысының жылжымалы шарикті бұрандасы арқалықтың жақтауында орналасқан. Кестені қолмен жылжыту үшін алты қырлы түйреуішті пайдалану керек.

6R13F3 машинасының электр жабдықтары
Электрмен жабдықтау құрылғыда басқару нүктесінде орналасқан және «NZZ-2M» сандық басқаруының кейбір құрылымын қамтиды. Басқару нүктесі электр тізбегін қамтамасыз ету үшін оған көлденең орнатылған құрылғыларды орналастыруға көмектеседі.
Электр жабдықтары кернеуі 380 В, жиілігі 50 Гц үш фазалы айнымалы ток желісінен басқару станциясының көмегімен беріледі. Қоректендіру кернеуінде рұқсат етілген ауытқу 380 В-тан 15% ± 10% құрайды.
Желілік кернеуде үлкен ауытқулар болған жағдайда, CNC құрылымына және электр автоматикасына қуат беру қажет, бұл өз кезегінде машиналар үшін бірегей эквалайзер болып табылады.
Станоктарда кернеудің келесі түрлері жиі қолданылады:
- қуат тізбегі - үш фаза, айнымалы ток 380 В, жиілігі 50 Гц;
- басқару тізбегі – айнымалы 110 В, 50 Гц;
- жергілікті жарықтандыру схемасы - ауыспалы 24 В, 50 Гц;
- реттеу тізбегі - тұрақты 24 В;
- электродинамикалық қатайту тізбегі - тұрақты 55 В;
- электр қозғалтқыштарын беру - тұрақты 48 В.

Коммутаторды басқару қуатына қосуды басқару блогының есігінде көрсетілген тұтқа арқылы басқаруға болатын бастапқы орнату арқылы жасауға болады.
Жоғары жылдамдықты бағытта кері байланыс тұрақты магниттерден мотивациямен электр қозғалтқышына орнатылған тахогенератор арқылы жүзеге асырылады.
Ол орта және шағын өндірісте болаттан, шойыннан, қиын кесілетін түсті металдардан жасалған әртүрлі күрделі профильді бөлшектерді, негізінен беткі және шеткі жонғыштарды, бұрғыларды өңдеуге арналған.
CNC жүйесі
CNC фрезерлік станок 6R13F3, 6R13RF3, 6T13F3 өндірушімен NZZ-2M үлгісіндегі CNC жүйесімен жабдықталған. CNC бір мезгілде үш координат бойынша бағдарламалық басқару режимінде өнімдерді өңдеуге мүмкіндік береді: бойлық, көлденең (үстелді жылжыту және дайындамамен сырғыту) және тік (құралмен сырғытпаны жылжыту). Бағдарламаланатын тік қозғалыс (Z координаты) сырғытпаның қозғалысы арқылы жүзеге асырылады. 6R13F3, 6R13RF3, 6T13F3 CNC фрезерлік станоктың консольінде айтарлықтай массасы бар консольдің бақылау режимінде орналасуды және жұмыс істеуді қоспағанда, тек орнату қозғалысы бар. Өңдеу дәлдігі артады, өйткені консоль кесу процесінде әрқашан қысылады.
Машина жетектері
Жоғары айналу моменті тұрақты ток қозғалтқыштары бар серво-реттелетін беру жетектерімен жабдықталған. Тұрақты ток қозғалтқыштары бар реттелетін сервожетектерді пайдалану 4,8 м/мин дейін жылдам үстел қозғалысының жылдамдығын қамтамасыз етеді және координаттардың бірінің бойымен беріліс жетегі істен шыққан жағдайда контурлау кезінде бөліктің қабылданбауын болдырмайды. Орталықтандырылған майлау бағыттағыштары енгізілді. Машина 2000 кг тұрақты қысу күшін қамтамасыз ететін электромеханикалық құралды қысқыш құрылғыны қабылдайды. Қашықтағы жабдық үшін штепсельдік қосқыштары бар дайын сымдар бар.
Белгі
CNC фрезерлік станоктың 6R13F3, 6R13RF3, 6T13F3 әріптік-цифрлық көрсеткіші мынаны білдіреді: 6 саны фрезерлік станок; P, T, M әрпі - станоктың модификациясы, 1 саны - тік фрезерлік станокты көрсетеді, 3 саны - станоктың стандартты өлшемі (үстел өлшемі), F3 - CNC жүйесінің болуы.
| Техникалық сипаттама | Опциялар |
| Үстелдің жұмыс бетінің өлшемдері, мм | 400 x 1600 |
| ГОСТ 8-71 бойынша дәлдік класы | П |
| Бетінің кедір-бұдырлығы Rz, мкм | 20 | 300 |
| Үстелдің ең үлкен бойлық қозғалысы (X), мм | 1000 |
| Үстелдің ең үлкен көлденең қозғалысы (Y), мм |
400 |
| Үстелдің ең үлкен тік реттеу қозғалысы, мм | 420 |
| Сырғытпаның ең үлкен тік қозғалысы (Z), мм | 250 |
| Жұмыс арнасының шектеулері. Бойлық, көлденең, тік, мм/мин | 3 - 4800 |
| Үстел мен қошқардың жылдам қозғалу жылдамдығы, мм/мин | 4800 |
| Шпиндель мұрнынан үстелге дейінгі қашықтық, мм | 70 - 490 |
| Шпиндель осінен раманың тік бағыттаушыларына дейінгі қашықтық, мм | 500 |
| Импульстағы беру, мм | 0,01 |
| X осі бойынша орналасу дәлдігі, мм | 0,065 |
| Y, Z осі бойынша орналасу дәлдігі, мм | 0,040 |
| Бұрғылаудың максималды диаметрі, мм | 30 |
| Шеңбердің ең үлкен диаметрі, мм | 40 |
| Шеңбердің ең үлкен диаметрі, мм | 125 |
| Шпиндель жылдамдығы, мин-1 | 40 - 2000 |
| Шпиндельдің айналу жиілігінің саны | 18 |
| Максималды айналу моменті, кгс.м | 62,8 |
| Шпиндель ұшы ГОСТ 836-72 | 7:24 |
| Негізгі жетек электр қозғалтқышы, кВт | 7,5 |
| X, Y, Z осьтері бойынша электр беру жетектері, кВт | 2,2 |
| Консольдің реттеу қозғалысының электр жетегі, кВт | 2,2 |
| Құралдың қысқышы электр жетегі, кВт | 0,18 |
| Салқындату сорғысының электр жетегі, кВт | 0,12 |
| Майлау электр қозғалтқышы, кВт | 0,27 |
| Электр қозғалтқыштарының жалпы қуаты, кВт | 16,87 |
| Станоктың габариттік өлшемдері (L x W x H), мм | 3450 x 3970 x 2965 |
| Машинаның электр жабдығымен салмағы, кг | 4450 |
CNC фрезерлік станок 6R13F3, 6R13RF3, 6T13F3 бүгін
6R13F3, 6R13RF3, 6T13F3 CNC фрезері Горький фрезерлік станоктар зауытында шығарылды. Бұл ретте бұрынғы КСРО-ның басқа зауыттары да осындай конструкциядағы машиналарды шығарды. Олардың кейбіреулері 6R13F3 CNC фрезерлік станоктың жетілдірілген нұсқаларын шығара отырып, бүгінгі күнге дейін жұмыс істейді. Олар заманауи жоғары сапалы компоненттермен және сенімді электрмен жабдықталған.
Бағасы
Сұраныс бойынша біз 6R13F3, 6R13RF3, 6T13F3 CNC фрезерлік станоктарының заманауи қымбат емес аналогтарының бағасын ұсына аламыз. Мысалы, 1050x520 мм өлшемді үстелмен оның құны 71 200 доллардан басталады.
Қазіргі заманғы аналогтар
Біздің каталогта 6R13F3, 6R13RF3, 6T13F3 CNC фрезерлік станоктардың жоғары сапалы заманауи аналогтары бар - Чехияда жасалған станоктар. Олардың заманауи дизайны жоғары сапалы өңдеумен үйлеседі. Бұл деңгейдегі станоктардың салыстырмалы түрде төмен бағасы TAJMAC-ZPS CNC фрезерлік станоктарын баға/сапа қатынасы бойынша ең жақсы ұсыныстардың біріне айналдырады.
TOсанат:
Ағаш өңдеу машиналары
Төменгі шпиндельді фрезерлік станоктар
Дизайн
Қолмен берілетін және төменгі шпиндельді орналасуы бар бір шпиндельді фрезер (1-сурет) штангенциркуль тігінен қозғалатын төсемнен тұрады. Шпиндель шарикті подшипниктердегі калибрге бекітілген. Ұзын саптама үшін шпиндельдің тұрақтылығын қамтамасыз ету үшін жиналмалы мойынтірегі бар кронштейн қарастырылған. Құралды ауыстырған кезде кронштейн Y жағынан алынады. Үстелдің ойықтарына бағыттаушы сызықтар мен қысқыштар орнатылады. Шпиндельдің биіктігі бойынша орналасуы руль дөңгелегі арқылы реттеледі.
Электр қозғалтқышы шпиндельге жалпақ таспалы беріліс арқылы қосылған. Шпиндельге орнатылған шкив ұзартылған пішінге ие, ол электр қозғалтқышының орнын өзгертпей, шпиндельдің орнын биіктікте өзгертуге мүмкіндік береді.

Күріш. 1. Фрезерлік бір шпиндельді станок Ф-4: 1 - жақтау, g - тірек, 3 - шпиндельді көтеру қол дөңгелегі, 4 - үстел, 5 - алынбалы сызғыш бағыттағыштары, 6 - жиналмалы мойынтірегі бар кронштейн, 7 - қабылдау воронкасы, 8 - руль. кернеу белбеуіне арналған
Неғұрлым жетілдірілген дизайнда түзу сызықты фрезерге арналған FSA станок бар (Cурет 2). F-4 машинасы сияқты оның шпиндельі калибрге орнатылған. Шпиндельдің биіктігі бойынша орналасуы руль дөңгелегі арқылы өзгертіледі. Шпиндель қозғалтқыш білігіне белдік беріліс арқылы қосылады, белдіктерді керу үшін руль қолданылады.Машина үстелінің үстінде автоматты қоректендіргіш орнатылған. Оның беру шығыршықтары топсалы болып келеді, бұл қалыңдығы 20 мм-ге дейін айырмашылығы бар дайындамаларды станокқа беруге мүмкіндік береді. Қолмен беру қажет болса, автоматты фидерді машинадан шығаруға немесе бөлек қоюға болады (мысалы, кескіш құралды орнату кезінде). Тік жазықтықта автоматты бергіштің орнын өзгерту үшін қол дөңгелегі беріледі. Вариаторға қосылған қол дөңгелегі беру жылдамдығын белгілейді, ол 8-25 мм аралығында өзгеруі мүмкін.
Басқару панелінің ыңғайлы орналасуы машина операторына жұмыс кезінде қажетсіз қозғалыстарды болдырмауға мүмкіндік береді.
Суретте. 3 автоматты беріліспен FA-4 фрезерлік станоктың кинематикалық диаграммасын көрсетеді. Шпиндельде жылжымалы, шарикті подшипниктерде шпиндельге тәуелсіз айналатын жұлдызшалар блогы бекітілген. Өңделетін дайындаманы цулагаға салып, оған бекітеді. Кілттің бүйір бетінің бір бөлігі көшіргіш ретінде әрекет етеді, оған блоктың жоғарғы жұлдызшасының тістеріне сәйкес келетін бұталы ролик немесе перфорацияланған таспа бекітілген. Станоктың жұмыс істеу процесінде үстіңгі жұлдызша шынжырмен түйіседі және кескіш құрал бойымен өңделетін материалмен қысқышты береді. Жоғарғы тісті доңғалақ блоктың төменгі (жетекші) жұлдызшасымен қозғалады, ол тізбекті беріліспен электр қозғалтқышы, червякты беріліс және тісті беріліс кіретін қоректендіру механизмінің жетегіне қосылады.
Беру механизмінің конструкциясы дайындамаларды бір жақты өңдеу кезінде шаблонға түзу сызықты қозғалысты және контур бойымен өңдеу кезінде айналмалы қозғалысты беру мүмкіндігін қарастырады. Шеңберде белгіленген контуры бар бөлшектер шаблонның жылжымалы айналу осімен өңделеді. Барлық басқа жағдайларда, қисық бөліктердің контур нүктелері кескішпен сипатталған кесу шеңберінен әртүрлі қашықтықта болады. Сондықтан дайындаманың кескіш құралмен үздіксіз жанасуын қамтамасыз ету үшін шаблонның айналу центрінен кесу шеңберіне дейінгі қашықтықты өзгерту қажет. Ол үшін 6 кірістіру саусақпен жылжымалы түрде бекітіледі және шаблонды серіппемен байланыстыратын рычаг орнатылады. Үлгіні орнату және алу кезінде саусақпен кірістіру шпиндель осінен педаль арқылы алынады. Егер қисық дайындаманың бір жағы өңделсе, онда шаблон кірістіруге орнатылған қысымды роликтер арқылы беріліс тісті доңғалаққа қарсы басылады.

Күріш. 2. FSA фрезасы: 1 - үстел, 2 - автоматты бергіш, 3 - беру жылдамдығын орнатуға арналған қол дөңгелегі, 4 - автоматты бергіштің биіктігін реттеу механизміне арналған руль, 5 - басқару панелі, 6 - шпиндель биіктігін реттеуге арналған руль механизм, 7 - керме механизмінің белдіктеріне арналған қол дөңгелегі, 8 - рама
Отандық өнеркәсіп сонымен қатар жазық және профильді фрезерлеуге ғана емес, сонымен қатар шпилькаларды жинауға арналған FSH-4 фрезерлік станоктарын шығарады. Бұл станоктар арнайы төсек рельстеріне жылжымалы түрде бекітілген тартқыш арбамен жабдықталған. Кареткада қысқыштар, тоқтату сызғышы және соңғы тоқтағыштар орнатылған. Каретканы қолмен жылжытыңыз. Машинаны модернизациялау кезінде вагонның қолмен қозғалысын, мысалы, гидравликалық реттегіші бар пневматикалық цилиндрді пайдалану арқылы механикаландыруға болады. Қысқыштар ауа қозғалтқышымен жабдықталуы мүмкін.

Күріш. 3. Автоматты беріліспен бір шпиндельді фрезерлік FA-4 станогының кинематикалық схемасы: 1 - педаль, 2 - шпиндель тірегі, 3 - қол дөңгелегі, 4 - кабель, 5 - рычаг, 6 - кірістіру, 7 - саусақ, 8 - серіппе , 9 - кескіш , 10 - тісті доңғалақ, 11 - тісті доңғалақ, 12 - червякты беріліс, 13 - қоректендіру қозғалтқышы, 14 - шпиндель қозғалтқышы, 15 - белдікті керу қол дөңгелегі
Жұмыс режимін таңдау
Кез келген конструкциядағы фрезерлік станоктарда жұмыс режимін таңдау өңделетін дайындамаларды беру жылдамдығын анықтауға дейін төмендейді. Фрезерлеу көбінесе дайындамаларды өңдеудің соңғы операциясы болып табылады, өйткені фрезерлеуден кейін (әсіресе фигуралы дайындамалар) тегістеу қиын. Сондықтан фрезерлік станоктардың жұмыс режимдерін таңдағанда олар өңделетін беттің кедір-бұдырлығына қойылатын талаптардан шығады. Беттің кедір-бұдырының талап етілетін класы беру мөлшеріне және кескіштің ағаш талшықтарымен түйісетін бұрышына байланысты.
Мысал. 0-ден 30°-қа дейін өзгеретін fvh айнымалы кездесу бұрышы бар қисық бөлікті фрезерлеу кезінде беру жылдамдығын анықтау қажет. Өңделген беттің кедір-бұдырлығы жетінші класқа сәйкес болуы керек. Кескіш диаметрі 120 мм, кескіштер саны r = 4, шпиндель минутына 6000 айналым жасайды.
Машинаны орнату
Тегіс беттерді фрезерлеу кезінде кескіштің төменгі ұшының кесу жиектері үстел деңгейінен 3-5 мм төмен орналасуы керек, бұл шпиндельдің сәйкес қозғалысы арқылы қол жеткізіледі. Профильді фрезерлеу кезінде кескіштің жағдайы станок үстелінде орнатылған бөліктің шаблонымен немесе үлгісімен анықталады.

Күріш. 4. Фрезерлік станоктың бағыттаушы сызғыштары: 1 - артқы сызғыш, 2 - кронштейн, 3 - алдыңғы сызғыш
Тікелей дайындамаларды тегіс және профильді фрезерлеу артқы және алдыңғы бағыттаушы сызықтар бойымен орындалады (4-сурет), олар кескіш құралды жабатын құйма кронштейнмен қосылған. 1-сызғышты кронштейнмен бір бөлік ретінде жасауға болады, сызғыш кронштейнге жылжымалы түрде бекітілген. Әдетте ағаштан жасалған сызғыштар сызғыштардың металл жазықтықтарына қолданылады. Сызғыштардың тік жазықтықтары станок үстелінің жазықтығына перпендикуляр болуы керек.
Тегіс фрезерлеу кезінде артқы сызғыш штанганың бойымен орнатылады, профильді фрезермен - стандартты қолдана отырып. Ол үшін штанга немесе эталон артқы сызғышқа басылады және шпиндель кесу бағытына қарама-қарсы бағытта қолмен бұрылады. Кескіштің кесу жиектері штангаға немесе стандартқа сәл тиюі керек.
Алдыңғы сызғыш артқы жағына параллель болуы керек және оны ағаштың жойылған қабатының қалыңдығына (1,5-2 мм) тең мөлшерде фрезерлеу кезінде оны бөлу керек. Профильді фрезерлеу кезінде сызғыштар арасындағы қашықтық та 1,5-2 мм болуы керек, бірақ кескіш сызғышқа қатысты профильдің тереңдігіне дейін ұзартылуы керек. Алдыңғы сызғыш анықтамалық жолақтың бойымен орнатылады: ол артқы сызғышқа басылады, ал алдыңғы сызғыш қажетті қашықтықта бекітіледі.
Егер бойлық фрезерлеу кезінде дайындаманың шеттері бүкіл ұзындығы бойынша өңделмесе, онда екі сызғыш бір тік жазықтықта орнатылады. Тікелей дайындамаларды фрезерлеусіз жүргізген жағдайда станок үстеліне фрезердің ұзындығын шектейтін (дайындама қозғалысы) тоқтағыштар орнатылады, ал сызғыштар бір жазықтықта орнатылады.
Қисық беттерді фрезерлеу қысқыштарға бекітілген арнайы көшіру сызғыштары бойынша жүзеге асырылады.
Станокты орнату ілмектің конструкциясына байланысты кескіштің төменгі немесе жоғарғы жағында бекітілген сақинаны таңдаудан басталады. Сақинаның диаметрі мен кескіштің цилиндрлік кесу бетінің диаметрінің айырмашылығы көшірме сызғыштың пішіндеу жиегі мен дайындаманың өңделген бетінің өзара орналасуын анықтайды. Сондықтан берілген құрылғы үшін бұл айырмашылықтың шамасы қатаң түрде анықталуы керек.
Машиналарда жұмыс істеу
Шпиндельдің төменгі позициясы бар фрезерлік станоктарда өңдеудің әртүрлі түрлері орындалады. Оқулықта келесі негізгі операциялар сипатталған: фрезер арқылы; дайындамалар мен тораптарды сыртқы контур бойымен өңдеу; шыбықтар мен көздерді кесу; фрезерлік емес.
Фрезерлеу арқылы. Түзу сызықты дайындамаларды фрезерлеу арқылы қолмен беру жүзеге асырылады. Машинист келесі дайындаманы алып, үстелге қояды және жиегін бағыттаушы сызғышқа басып, кескішке итереді. Өңдеу аймағында қолдың дайындамаға тиіп кетпеуін қамтамасыз ету қажет.
Егер машина серіппелі пластина немесе ағаш тарақ түріндегі ең қарапайым дизайндағы қысқышпен - ұзындығы 150-200 мм соқыр кесінділері бар тақтайшамен жабдықталған болса, машинисттің жұмысы айтарлықтай жеңілдетіледі және қауіпсіз болады. бір-бірінен 10-15 мм қашықтықта жасалған талшықтар. Бұл жағдайда машинист дайындаманы сызғышқа баспай, кескішке береді.
Егер фрезерлеу кезінде бөлшектің өңделмеген шығыңқы элементтері байқалса, онда алдыңғы сызғышты шпиндель осіне қарай жылжыту қажет. Өңделген бетінде мүк пайда болған кезде, кесу құралын қайрау немесе өзгерту қажет.
Профильдің тік ығысуы жұмыс үстелінің жазықтығына қатысты кескіштің дұрыс емес орналасуының нәтижесі болып табылады. Орын шпиндельді жылжыту арқылы түзетіледі.
Өңделген беттер арасындағы дұрыс емес бұрыш сызғыштардың, әсіресе дайындама негізінен негізделген артқы жағының дұрыс орнатылмауының нәтижесі болып табылады.
Егер сызғыш үстелдің жазықтығына перпендикуляр емес орнатылса, өңделген бет қанатты болуы мүмкін; қанатының себебі көбінесе майысқан негіз беті болып табылады.

Күріш. 155. Фрезерлеуге арналған құрылғылар: а - қысқышы бар, б - қысқышсыз; 1 - корпус, 2 - аялдама, 3 - жастық, 4 - қысқыш, 5 - кескіш, 6 - сақина, 7 - дайындама, 8 - шаблонның қалыптаушы шеті, 9 - мойынтірек, 10 - қорғаныс, 11 - қақпақ, 12 - шпиндель
Өңделген беттегі толқындылық дайындаманың бағыттаушы сызғышқа мықтап басылмауынан немесе фрезерлеуге кескіштің барлық тістерінің қатыспауына байланысты алынады (бұл көбінесе кірістіру тістері бар фрезаларды қолданғанда болады). Толқындылық пайда болса, қысқыш құрылғылардың жұмысқа жарамдылығын және кескіш тістердің қайрауын тексеріңіз.
Тігістің болмауы фрезерленген жиектердің түзу еместігіне немесе алдыңғы және артқы бағыттаушы сызықтар арасындағы қашықтықтың көрсетілгенге сәйкес келмеуіне байланысты.
Бір шетінің қисық профилі бар дайындамаларды фрезерлеу үшін арнайы құрылғы қолданылады. Корпустың шетінде үлгі ретінде қызмет ететін профиль бөлігі (рельс) бар.
Суретте. 5, b қысқышсыз құрылғының арматурасының конструкциясын көрсетеді. Станоктың шпиндельінде концентрлі түрде еркін айналатын сақина 6 (әдетте шарикті мойынтірек) бекітілген, ол шаблонды тоқтату қызметін атқарады. Сақинаның радиусы шаблонның өлшеміне сәйкес болуы керек.Белгілі арматура үшін шаблонның негізгі бетінен шпиндель осіне дейінгі қашықтық және кескіштің белгілі бір диаметрі тұрақты шама болып табылады.
Қисық профильді беттерді өңдеу кезінде кескіштің кестенің жазықтығына қатысты орналасуы оған бекітілген тірек бөлігі бар шаблоннан тікелей анықталады. Кескіш шпиндельді тік жазықтықта жылжыту арқылы орнатылады.

Күріш. Сурет 6. Механикаландырылған беріліспен станокта фрезерлеу схемасы: а - бір жиегі бар дайындама, б - екі қисық жиегі бар дайындама; 1 - бекітпе (шаблон), 2 - тоқтау, 3 - беру қысымды роликтер, 4 - қысқыш, 5 - дайындама, 6 - шаблондағы жетекті гильза-роликті тізбек, 7 - беріліс жетекті жұлдызша, 8 - қысқыштар, 9 - кескіш, 10 - тірек сақинасы, 11 - соңғы тоқтау
Фрезер алдында қисық бөлшектерге арналған дайындамалар (әсіресе үлкен қисықтық) фрезерлік рұқсаты бар таспа аралау станокында алдын ала өңделуі керек. Дәл профильді алудың таптырмас шарты - дайындаманың бекітпенің және тоқтаудың негізгі беттеріне тығыз орналасуы.
Дайындаманы бекітпеге бекітіп, ол шаблон жиегімен сақинаға басылады және дайындаманың бүйір бетін өңдей отырып, үстел бойымен жылжытылады. Егер жонғыланбаған орындар қалса, бұл аз мөлшердегі артықшылықты немесе сақина диаметрінің дұрыс таңдалмағанын көрсетеді.
Егер машинада шпиндельде жұлдызша түріндегі беру механизмі болса, онда арматураның бұйра жиегіне втулка роликті тізбек бекітіледі (6-сурет, а). Бұл жағдайда машина операторы дайындаманы бекітпеге орнатады, оны кескіш құралға итереді және педальмен қысым роликтерін тартып алады. Беру механизмінің жұлдызшасы шынжырға қосылғаннан кейін ол педальды босатады, роликтер арматураны жұлдызшаға қарсы басады және ол бөлшекті бүкіл фрезерлеу кезінде автоматты түрде қозғалады. Операция аяқталғаннан кейін машинист роликтерді тартып алады, құрылғыны бастапқы орнына қайтарады және өңделген дайындаманы алып тастайды.
Екі жиегі иілген дайындамаларды олардың екеуін бір бекітпеге қою арқылы фрезерлейді (6-сурет, б). Машинист арматураны алдымен бір жағымен береді, содан кейін оны бастапқы орнына қайтарады және екінші жағымен кескіш құралға береді. Осыдан кейін екі жағынан өңделген бөлік алынып тасталады, шаблонның екінші жағындағы орнына дайындама, ал оның орнына келесі өңделмеген дайындама қойылады. Бұл әдіспен көмекші операцияларға уақыт үнемделеді.
Контурды өңдеу. Сыртқы контур бойымен қалқандар мен тораптарды өңдеу қисық дайындамаларды фрезерлеуден түбегейлі ерекшеленбейді, өйткені бұл жағдайда бекітпелер мен тарту сақиналары да қолданылады.
Қалқанды станок үстеліне қойып, оның үстіне шыбықтары бар шаблонды орналастырады. Шпиндельді тоқтату сақинасы кескіштің үстінде орналасқан. Құрылғы шпиндельге діңгектерге бекітілген қалқанмен біріктіріліп, контур бойымен басып озады, бұл кезде шаблон қалқанға, ал шеті итергіш сақинаға қарсы басылады.
Контур бойымен түйіндерді фрезерлеуге арналған құрылғы (7-сурет, а) перфорацияланған лента немесе бұталы роликті тізбегі бар шаблоннан тұрады. Түйін шаблонға тесіліп, ортасында тесігі бар шаблон сызғыш саусаққа орнатылады. Мұны істеу үшін машинист педальды басып, саусағын шпиндельден алып, саусаққа өңделген түйіні бар құрылғыны қояды. Содан кейін машинист педальды босатады, қондырма тізбегі жұлдызшаға басылады және онымен қосылады. Беру механизмінің жұлдызшасы саусағының айналасында өңделетін дайындамамен бекіткішті айналдырады, ол шаблонды серіппенің көмегімен сақинаға басады. Бекіткіш толық айналым жасағанда, машина операторы педальды басып, шпиндельден шаблонды алып тастайды және одан өңделген жинақты алып тастайды.
Масақтарды кесу және сынамаларды алу. Масақтарды кесу және көздерді таңдау үшін кареткасы бар фрезерлік станоктар қолданылады. Нақты кесілген дайындамалар сызғышқа жақын тартқыш арбаға (7, б-сурет) орналастырылады, қысқышпен бекітіледі және кареткамен бірге беттік фрезерге немесе көз дискіне беріледі. Жоңқаларды болдырмау үшін дайындаманың артындағы кареткаға бұрын өңделген бөлік қойылады.

Күріш. 7-сурет. Фрезерлік станоктарда өңдеу: а – контур бойымен түйіндер, б – масақтарды таңдау; 1 - шаблон, 2 - қысымды ролик, 3 - кірістіру, 4 - дайындама, 5 - қысқыш. 6. 8, 13 - кронштейндер, 7, 10 - кескіштер, 9 - жұлдызша. 11 - кескіш қорғаушы, 12 - сызғыш, 14 - каретка
Бір ұшында шыбықтар кесілгеннен кейін дайындама (немесе қаптамада берілген кезде дайындамалар) 180 ° бұрылып, екінші ұшымен кескіш құралға беріледі. Ұзындық бойымен тенон өлшемінің дәлдігі кесудің дәлдігіне байланысты. Дайындаманың екінші ұшын өңделген ұшының иықтарына негіздеп өңдеген дұрыс.
Шпилькалардың иықтары немесе тік қабырғалары арасындағы қашықтықты тексеру керек. Егер ол _ сызбада көрсетілгеннен өзгеше болса, онда бұл дұрыс орнатылмаған тоқтатуды немесе дайындамалардың дұрыс емес кесілгенін немесе әртүрлі ұзындықтарды көрсетеді.
Фрезерлік емес.
Аялдамалар бойымен өтпелі емес фрезерлеу схемасы күріште көрсетілген. 8. Дайындаманы станок үстеліне қойып, тоқтауға қарсы басады және дайындаманы сызғышқа шетімен басқанша кескішке баяу итереді. Осыдан кейін үстел мен сызғышқа сүйене отырып, дайындама тоқтауға жылжытылады және кескіш құралдан алынады.
Фрезерлік станоктарда мыналарға қатаң тыйым салынады: бір кесетін кескіш бастарды және фланецтері бар қысқыш шайбаларды пайдалануға; қимасы 5 х 5 см-ден аз бөлшектерді итергішсіз өңдеу; дайындамаларды талшықтардың бағытына қарсы қисық профиль бойынша жоныңыз.