آلة طحن و. آلات التفريز ذات الترتيب السفلي للمغزل. تعيين آلات طحن وحدة التحكم
24.05.2015
تنتج الصناعة المحلية آلات أحادية المغزل F-4 و F-5 و F-6 و FSH-4 و FA-4. يتم استخدامها في شركات النجارة ذات الإنتاج التسلسلي للمنتجات وفي مؤسسات الإنتاج المساعدة.
تقوم آلة FSh-4 بعمل قطع لسان. يمكن استخدام آلة FA-4 مع التغذية اليدوية والميكانيكية. جميع الآلات ذات التغذية اليدوية من نفس النوع في التصميم ، مع اختلاف فقط في تعديل الوحدات الفردية.
النموذج الأساسي هو آلة الطحن F-4 من النوع المتوسط.
ينتمي F-6 إلى الآلات الخفيفة مع زيادة عدد دورات المغزل. على ذلك ، تتم معالجة الأجزاء الصغيرة المستقيمة والمنحنية وفقًا للقالب والمسطرة.
F-5 ينتمي إلى الآلات الثقيلة. تتم معالجة الأجزاء الكبيرة عليها وفقًا للقالب والمسطرة.
تتميز الآلات ذات التغذية اليدوية بالبساطة في التصميم ، مع نفس النوع من المخطط الحركي ، لذلك يتم النظر في تفاصيل أكثر عن آلة F-4 فقط (الشكل 138).
يتم تثبيت الفرجار 3 على الإطار 1 في الأدلة 2. يتم تثبيت مغزل 10 على الفرجار عن طريق محامل كروية. ويتم ضبط ارتفاع المغزل بواسطة العجلة اليدوية 13 باستخدام آلية رفع تتكون من التروس أ والتروس اللولبية . تم تثبيت الفرجار ببراغي قفل 5. تم تثبيت الجدول 7 في الجزء العلوي من السرير ، ويوجد على الطاولة مسطرة توجيه صندوقية المقطع 8 ، والتي تعمل في نفس الوقت كسياج لرأس الطحن. لإزالة الغبار ، يتم توفير جهاز استقبال 11. يتم توفير محرك المغزل من محرك كهربائي 16 من خلال ناقل حركة بسير مسطح 17. يتم تثبيت المحرك الكهربائي على لوحة مقواة محوريًا أسفل المحرك.
يتم شد الحزام عن طريق انحراف اللوحة السفلية للمحرك والمحرك مع بكرة القيادة عن طريق عجلة يدوية 14. يتم حماية الحزام بدرع خاص 15. يتم تثبيت خزانة خاصة 4 على جانب الإطار لاستيعاب الكهرباء المعدات ، وأزرار التحكم موجودة على الدرع 12. يستخدم المقبض 6 لتشغيل فرامل المحرك الكهربائي.
عند الأحمال الكبيرة في عملية معالجة قطع العمل كبيرة الحجم ، يتم توفيرها (في الجزء العلوي من المغزل) لتثبيت دعامة إضافية 9 ، مثبتة على قوس 18 ، مثبتة على السرير.
لمنع الاهتزاز ، يتم ضغط قطعة العمل أثناء عملية القطع من أعلى بواسطة توقفات محملة بنابض 19. يضيء مكان العمل بواسطة مصباح 20.
الوحدة الرئيسية للآلة هي السرير ، والذي يعمل كوسيلة لامتصاص الاهتزازات الناتجة عن اختلال التوازن في المغزل الذي يدور بعدد كبير من الثورات.
الجدول هو الأساس لقطع العمل المصنعة. يوجد ثقب دائري في منتصف الطاولة حتى تخرج فوهة المغزل. يتم ضبط قطر الفتحة عن طريق إدخال حلقات إدخال حسب قطر القاطع المستخدم. تعمل الأخاديد الموجودة على الطاولة كدليل لتحريك المسطرة وتثبيت السياج وما إلى ذلك.
الفرجار عبارة عن إطار من الحديد الزهر لهيكل صلب ، يتم صب أغطية محامل عمود الدوران على أعضائه المتقاطعة. يضمن الاتصال الصلب لأغلفة كل من المحامل (العلوية والسفلية) حفرًا دقيقًا ، ثم تثبيت محامل كروية عالية السرعة من صف واحد.
يتم تشكيل الجوانب القصوى (عموديًا) للفرجار بدقة وتتوافق مع أدلة السرير ، حيث يتم ضبط ارتفاع الفرجار. حركة الفرجار في حدود 50-100 مم.
يحتوي عمود المغزل (الشكل 139 ، أ) في الجزء العلوي (داخل القضيب) على تجويف مزود باستدقاق مورس لربط مرفق المغزل ، والذي تم تثبيت القاطع عليه.
يجب أن يكون توصيل عمود الدوران بالفوهة متحد المحور وأن يضمن تمركز محور القاطع بنظام فوهة العمود. يتم تقوية الفوهة الموجودة على عمود الدوران بما يتوافق مع التمركز (الشكل 139 ، ب) باستخدام غطاء 1 أو صامولة تثبيت تفاضلية 2. يعتبر الأكثر مثالية هو التثبيت باستخدام الجوز التفاضلي ، الذي يحتوي على خيطين مع درجات مختلفة (درجة كبيرة على المغزل ، وأخرى أصغر على قضيب الفوهة). بمساعدة الجوز التفاضلي ، يتم سحب الفوهة بسهولة من مقعد المغزل ، كما أنها تربط مخاريط الفوهة والعمود بإحكام ، مما يخلق احتكاكًا موثوقًا بين المخاريط.
الأجزاء الأكثر أهمية في مجموعة عمود الدوران هي المحامل. يجب أن يضمنوا التشغيل الطبيعي بسرعات عالية. في الآلات ذات موضع المغزل السفلي ، يتم استخدام محامل الكرات الزاويّة ذات الصف الواحد في الغالب.
من غير المقبول تثبيت محامل الدفع ، لأنها غير مناسبة للتشغيل عالي السرعة.
من الأهمية بمكان تشحيم المحامل عالية السرعة. للقيام بذلك ، يتم استخدام زيت سائل منخفض اللزوجة ، يتم تغذيته في المحامل عن طريق الجاذبية. يتم توفير زيت النفايات بواسطة مضخة لولبية إلى الخزان (الشكل 139 ، ج).
أثناء تشغيل الآلات بسرعات عالية ، يتم ملاحظة اهتزاز المغزل. تخلق قوى القصور الذاتي الناتجة عن عدم التوازن أحمالًا ديناميكية إضافية على المحامل الكروية ، وتثير اهتزازات أجزاء الماكينة والتجمعات. يتسبب انحراف المغزل في حدوث أخطاء في التشغيل الآلي. لتقليل تأثير عدم الاتزان ، يوصى بتثبيت دعامة ثالثة في نهاية المغزل. وفقًا لبحث LTA ، يزيد هذا الدعم من مقاومة اهتزاز مجموعة المغزل بمقدار 10 مرات.
يتم تثبيت بكرة عريضة على الجزء السفلي من المغزل الكابولي من أجل حرية حركة الحزام ؛ يوفر حركة عمودية لوحدة المغزل.
تم تصميم الماكينة ثنائية المحور F2-4 لمعالجة أجزاء الإطار واللوحة على طول المحيط الخارجي. لمنع الالتصاق والتمزق للخشب من سطح المعالجة ، يتم توفير اتجاه معاكس متبادل لدوران رؤوس القاطع.
في جوهرها ، فإن آلة F2-4 عبارة عن آلة F-4 أحادية المغزل. سرير الآلة والطاولة شائعان في كلا المحورين. تصميم الفرجار والمغازل ، وأنظمة التشحيم والقيادة الخاصة بها هي نفسها المستخدمة في الماكينات F-4 ، و F-5 ، وما إلى ذلك. كل مغزل لديه محرك مستقل.
أدوات آلية مع تغذية ميكانيكية
تنتج الصناعة المحلية آلة ذات تغذية ميكانيكية FA-4. إنه تعديل لجهاز F-4. تضمن الآلية (الشكل 140 ، أ) مع ضرس مسنن توفير قطع العمل المستقيمة والمنحنية باستخدام قالب خاص.
يتم تثبيت ضرس التغذية 1 على عمود مجوف 2 ، والذي يتم تعزيزه على أساس دوران مستقل بالنسبة للمغزل (على محامل كروية).
محرك العجلة المسننة من المحرك الكهربائي 5 ، من خلال علبة التروس 4 ومحرك السلسلة 3. يتعامل العجلة المسننة 1 مع سلسلة الأسطوانة ، المثبتة على السطح الجانبي للقالب 6. عند الدوران ، العجلة المسننة مع الأسنان من خلالها تقوم السلسلة بتحريك القالب في اتجاه الظل إلى نقطة القابض ، مع التغذية في اتجاه ملف تعريف السطح الجانبي للقالب. يوجد على الجانب السفلي من القالب أخدود 7 ، يكون الجدار العمودي منه على طول المحيط موازٍ للسطح الخارجي الجانبي للقالب. يتم إدخال القالب بين ضرس التغذية وأسطوانة الضغط 8. للحد من حركة القالب ومنع الضغط المفرط على العجلة المسننة ، يتم تثبيت حلقة مقيدة 9 على العمود المجوف ، ويتم ضغط الأسطوانة على القالب بواسطة الربيع 11. قرصه الأسطوانة 8.
يتم سحب أسطوانة الضغط بواسطة دواسة 12 ، وبالتالي يتم كسر قابض العجلة المسننة مع سلسلة الأسطوانة وتوقف التغذية. يحتوي عمود الدوران 13 على محور هندسي مع ضرس تغذية. يقع القاطع 14 فوق ضرس التغذية. يتم ضغط قطعة العمل على القالب بواسطة عنصر تثبيت بسطح كروي 15 ، ويتم إنتاج الضغط على العنصر بواسطة الزنبرك 16.
يتم ضبط ارتفاع عنصر التثبيت عن طريق تحريك القوس 17 بطول العمود 18.
يتم إصلاح الفراغات الموجودة في القالب عن طريق النقر على المسامير 19.
يمكن استخدام آلية التغذية بعلامة النجمة عند معالجة قطع العمل على طول الخطوط الخارجية والداخلية المغلقة والمفتوحة. تُستخدم هذه الآلية بشكل أساسي في معالجة الأجزاء الثقيلة بخط طويل من معالجة كفاف مغلق وشكل ممدود قليلاً.
في الممارسة الأجنبية ، يتم استخدام الآليات المرفقة مع قوالب دوارة (الشكل 140 ، ب). الآلية متصلة بجدول الآلة. يتكون تصميمه من مبيت 1 مع علبة تروس ، ومحرك كهربائي 2 ، ينقل الحركة إلى علبة التروس من خلال محرك حزام إسفين. لشد الحزام ، يتم تثبيت المحرك الكهربائي على اللوحة الفرعية 3. يتم توصيل إطارين متأرجحين 4 مع محاور 5 بالجسم ، وتستقبل المغازل الحركة من المحرك الكهربائي عبر علبة التروس. يتم إرفاق القوالب الدوارة 6 بالمغازل من الأسفل. يتم وضع قطعة العمل المراد معالجتها تحت القالب. بعد تدوير المقبض 7 ، ينخفض المغزل بالقالب ، ويضغط على قطعة العمل بالمسامير ، ويضعها في حالة حركة. يعمل المقبض 8 على إحضار الإطار مع المغزل إلى أداة القطع. تتم معالجة قطعة العمل على طول سطح نسخة القالب. تُستخدم هذه الآلية لمعالجة قطع العمل المنحنية بسمك 10-15 مم وقطرها 130-140 مم على طول محيط مغلق.
الناسخون
عند معالجة الأسطح المنحنية على طول الكفاف الخارجي ، يتم استخدام الأجهزة (الشكل 141 ، أ) ، والتي تتكون من قالب 1 ، له سطح جانبي منحني 5 ، يتوافق مع جزء قطعة الشغل التي يتم تشكيلها ، وحلقة نسخ الدفع 2 ، التي لها محور دوران مشترك مع محور دوران رأس الطحن 3. يتكون القالب من قاعدة 4 ومحطة 5. إنه مصنوع من الخشب الصلب الجاف أو الخشب الرقائقي السميك متعدد الطبقات (للعمل الدقيق - مصنوع من الضوء معدن دورالومين). يتم تثبيت قطعة العمل 6 على القالب بواسطة المشابك 7. في عملية تشكيل قطعة العمل بالقطع ، تتاخم حافة النسخ للقالب 8 مع حلقة الدفع 2. وهذا يضمن أن محيط السطح الجانبي المرجعي للقالب هو يتم نقلها إلى سطح قطعة العمل التي يتم تشكيلها.
يمكن أن يكون تصميم حلقة الدفع من نوعين. في الحالة الأولى ، يتم وضع الحلقة على المغزل (محمل الكرة) - الشكل. 141 ، ب ، وفي الثانية - الحلقة غير متصلة بالمغزل ومثبتة في الجدول (الشكل 141 ، ج). التصميم الأول بسيط في التصميم ، لكن له عيبًا كبيرًا: فهو ينقل القوة المستعرضة من ضغط القالب إلى المغزل. هذا العيب محروم من حلقة الدفع للتصميم الثاني.
في أحد مصانع الأثاث والنجارة ، تم استخدام حلقة دفع بقطر مرجعي قابل للتعديل. من المعروف أنه عند المعالجة على طول محيط الأسطح الجانبية لوحدات الأثاث ، من الضروري ملاحظة التطابق بين قطر القطع لرأس القاطع وقطر الحلقة الداعمة. تعمل الحلقة ذات القطر المرجعي القابل للتعديل على تقليل وقت إعداد الماكينة بشكل كبير وتضمن المعالجة الدقيقة للجزء. الحلقة (الشكل 141 ، ج) لها قاعدة مستديرة 1 مع فتحة للمرور الحر للمغزل. يتم تشكيل الجزء العلوي من الحلقة ، ويتم قطع الخيط على السطح المشكل بخطوة 2 مم. الحلقة مثبتة على الجدول 2.
يتم تثبيت حلقة المحول 3 على الجزء المشكل ، ويكون الوجه الخارجي مشطوفًا بزاوية 15 درجة. يتم قطع فتحات لمفتاح خاص على الحافة العلوية لحلقة المحول. حلقة المحول مغطاة بدليل RING 4 ، والوجه الداخلي مشطوف أيضًا بزاوية 15 درجة. يتم تقسيم هذه الحلقة وشدها بمساعدة ألواح ملحومة بشكل خاص مع فتحات مسامير. الحلقة مثبتة في الموضع المطلوب بمساعدة الدبوس 5 المثبت على قاعدة الحلقة. كل دورة كاملة لحلقة المهايئ تغير القطر الخارجي لحلقة الدفع بمقدار 0.33 مم. بهذه الطريقة ، يتم مطابقة أقطار القطع لرأس القاطع وحلقة الدفع.
الخصائص التقنية لآلات الطحن ذات موقع المغزل السفلي موضحة في الجدول. 61.
معلومات حول الشركة المصنعة لآلة طحن وحدة التحكم 6R13F3 ، 6R13F3-37
الشركة المصنعة لآلات طحن وحدة التحكم العمودية 6R13F3 ، 6R13F3-37 مصنع غوركي لآلات الطحنتأسست عام 1931.
الشركة المصنعة الثانية للأدوات الآلية 6R13F3 Votkinsk Machine-Building Plant VMZ، (حاليًا OAO Votkinsk Plant) أسسها الكونت بي آي شوفالوف عام 1757 بإذن من الإمبراطورة إليزابيث.
بدأ إنتاج آلات الطحن ذات الكونسول الرأسي في مصنع Votkinsk Machine-Building Plant في عام 1956 ، وفي عام 1959 بدأ إنتاج آلات الطحن CNC.
يتم إنتاج آلات طحن الكونسول اليوم من قبل المؤسسة LLC "Machine Park"تأسست عام 2007.
آلات طحن وحدة التحكم. معلومات عامة
آلات الطحن الأفقية والعمودية - هذا هو النوع الأكثر شيوعًا من الآلات المستخدمة في أعمال الطحن. حصلت آلات طحن الكونسول على اسمها من شريحة وحدة التحكم (وحدة التحكم) ، والتي تتحرك على طول الموجهات الرأسية لسرير الماكينة وتعمل كدعم للحركات الأفقية للطاولة.
الأحجام القياسية لآلات طحن الكونسولمن المعتاد توصيف حجم سطح العمل (التثبيت) للجدول. يمكن أن تحتوي آلات طحن وحدة التحكم أفقي, عالمي (عالمي واسع)و رَأسِيّتنفيذ بنفس حجم سطح العمل للجدول. يُطلق على مجموعة إصدارات مختلفة من الجهاز مع نفس خاصية الأبعاد الأساسية للجدول نطاق حجم الآلات.
في اتحاد الجمهوريات الاشتراكية السوفياتية ، تم إتقان إنتاج آلات طحن ذات خمسة أحجام:
رقم 0 رقم 1 ؛ رقم 2 رقم 3 ورقم 4ولكل حجم ، تم إنتاج مجموعة كاملة من الآلات - أفقية وعالمية ورأسية. كل آلة من نفس النطاق الحجم لها نفس التسمية في التشفير ، بما يتوافق مع حجم سطح العمل للجدول.
اعتمادًا على حجم سطح العمل للجدول ، يتم تمييز الأحجام التالية لآلات طحن وحدة التحكم:
| مقاس | مجموعة من الآلات | حجم الجدول ، مم |
|---|---|---|
| 0 | 6R10 ، 6R80 ، 6R80G ، 6R80Sh | 200 × 800 |
| 1 | 6N11 ، 6N81 ، 6N81G ؛ 6R11 ، 6R81 ، 6R81G ، 6R81Sh | 250 × 1000 |
| 2 | 6M12P ، 6M82 ، 6M82G ؛ 6P12 ، 6P82 ، 6P82Sh ؛ 6T12 ، 6T82 ، 6T82G ، 6T82Sh | 320 × 1250 |
| 3 | 6M13P ، 6M83 ، 6M83G ؛ 6P13 ، 6P83 ؛ 6T13 ، 6T83 ، 6T83G | 400 × 1600 |
| 4 | 6M14P ، 6M84 ، 6M84G | 500 × 2000 |
وفقًا لأبعاد الجدول ، الأبعاد الكلية للآلة نفسها ومكوناتها الرئيسية (السرير ، الطاولة ، الزلاجة ، وحدة التحكم ، الجذع) ، قوة المحرك الكهربائي وحجم أكبر حركة (شوط) للماكينة الجدول في الاتجاه الطولي ، يتغير الزلاجة في الاتجاه العرضي ووحدة التحكم في الاتجاهات الرأسية.
تعيين آلات طحن وحدة التحكم
6 - ماكينة تفريز (رقم المجموعة حسب تصنيف ENIMS)
ص- سلسلة (جيل) الجهاز (B ، K ، N ، M ، R ، T)
1 - رقم المجموعة الفرعية (1 ، 2 ، 3 ، 4 ، 5 ، 6 ، 7 ، 8 ، 9) حسب تصنيف ENIMS (1 - الطحن العمودي)
2 - إصدار الجهاز - الحجم القياسي (0 ، 1 ، 2 ، 3 ، 4) (3 - حجم سطح المكتب - 400 × 1600)
رسائل في نهاية تسمية النموذج
جي- ماكينة تفريز أفقية بمنضدة غير دوارة
ل- آلة مع آلة تصوير لمعالجة الأسطح المنحنية
ب- آلة ذات إنتاجية متزايدة (نطاق أكبر لسرعات المغزل ، تغذية المائدة وزيادة قوة محرك الحركة الرئيسي).
ص- دقة الماكينة - (n ، p ، c ، a ، c) وفقًا لـ GOST 8-XX
دبليو- آلة عالمية واسعة
F1- أداة آلية مع جهاز إشارة رقمي DRO ومجموعة مسبقة من الإحداثيات
F2- آلة بنظام التحكم العددي الموضعي CNC
F3- آلة مع نظام CNC كونتور (مستمر)
F4- آلة متعددة الأغراض بنظام الكنتور CNC ومخزن الأدوات
6R13F3 آلة طحن وحدة التحكم العمودية مع CNC. الغرض والنطاق
تم وضع آلة الطحن العمودية 6R13F3 مع CNC في الإنتاج في عام 1972. بناءً على هذا النموذج ، تم تصميم آلات 6r13rf3 مع برج ، 6r13f3-37.
تم تصميم آلة الطحن العمودية 6R13F3 لمعالجة مجموعة متنوعة من الأجزاء الجانبية المعقدة المصنوعة من الفولاذ ، والحديد الزهر ، والمعادن غير الحديدية التي يصعب قطعها ، وخاصة المطاحن السطحية والنهائية ، والمثاقب في الإنتاج المتوسط والصغير.
تم تجهيز ماكينة الطحن موديل 6R13F3-37 بجهاز CNC H33-2M ، والذي يسمح بمعالجة المنتجات في وضع التحكم في البرنامج في نفس الوقت بثلاثة إحداثيات: طولية وعرضية (تحريك الطاولة والانزلاق مع الشغل) وعمودي (تحريك المنزلق) باستخدام الأداة).
مبدأ التشغيل وميزات التصميم للآلة
يتم تنفيذ الحركة العمودية القابلة للبرمجة (إحداثيات Z) بواسطة حركة شريط التمرير. وحدة التحكم في آلة الطحن CNC 6R13F3 لها حركة تثبيت فقط ، باستثناء تحديد الموضع والتشغيل في الوضع المؤازر لوحدة التحكم ، التي لها كتلة كبيرة. تزداد دقة المعالجة ، حيث يتم تثبيت وحدة التحكم دائمًا أثناء عملية القطع.
الآلة مجهزة بمحركات تغذية قابلة للتعديل مع محركات DC ذات عزم دوران عالي.
يوفر استخدام محركات المؤازرة القابلة للتعديل مع محركات التيار المستمر سرعة حركة سريعة للطاولة تصل إلى 4.8 م / دقيقة ويزيل رفض الجزء أثناء التحديد في حالة فشل محرك التغذية على طول أحد الإحداثيات.
تقديم أدلة تزييت مركزية.
الآلة تستخدم جهاز لقط الأدوات الكهروميكانيكية ، مما يوفر قوة تثبيت ثابتة تبلغ 2000 كجم.
بالنسبة للمعدات البعيدة ، تتوفر الأسلاك الجاهزة مع موصلات التوصيل.
خشونة السطح المشكل Rz = 20 ميكرومتر.
فئة دقة الماكينة - H وفقًا لـ GOST 8-82.
المطور - جمعية إنتاج أدوات الآلات غوركي.
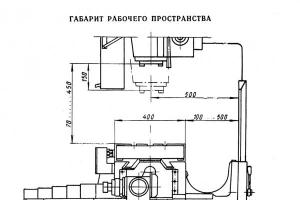
أبعاد مساحة العمل لآلة الطحن باستخدام CNC 6R13F3

أبعاد مساحة العمل لآلة الطحن CNC 6r13f3-37
أبعاد التركيب لآلة الطحن CNC 6R13F3

أبعاد التركيب لآلة الطحن CNC 6r13f3-37
منظر عام لآلة الطحن 6R13F3

آلة طحن الصور 6r13f3-37
6R13F3 موقع مكونات آلة طحن وحدة التحكم CNC


موقع مكونات آلة الطحن 6r13f3-37 مع CNC
- السرير - 6R13F3-37.10
- المخفض - 6R13F3-37.25
- وحدة التحكم - 6R13F3-37.61
- صندوق التركيب الكهربائي - 6R13F3-37.068
- طاولة ومزلقة - 6R13F3-37.70
- المعدات الكهربائية - 6R13F3-37.80
- رأس المغزل - 6R13F3-01.38
- علبة التروس - 6R13F3-01.32
- علبة التروس - 6R13F3.50
- دليل حماية السكك الحديدية - 6R13F3.74
- التبريد - 6R13F3.90
- المبارزة - 6R13F3.91
- جهاز الحماية - 6M13P.91
موقع ضوابط ماكينة CNC موديل 6R13F3


موقع ضوابط آلة الطحن 6r13f3-37
قائمة عناصر التحكم لآلة 6R13F3 والغرض منها
- الحدب الحدب المنزلق
- زر "تحرير الأداة"
- زر أداة التثبيت
- تبديل التبديل لتشغيل مضخة التبريد
- تبديل التبديل لتشغيل إحداثيات Z.
- تبديل التبديل لتشغيل إحداثيات ص
- تبديل التبديل لتشغيل إحداثيات X
- تبديل إيقاف العملية
- تبديل التبديل للتشغيل اليدوي والتلقائي
- تبديل اختيار معدل التغذية
- حركة طولية يدوية للطاولة
- تغذية تمكين تبديل التبديل
- تبديل التبديل لضبط الإحداثيات على موضع الصفر
- زر بدء البرنامج
- زر خطوة العقدة
- زر بدء المغزل
- زر وحدة التحكم
- زر توقف المغزل
- زر أسفل وحدة التحكم
- Z صفر ضبط الحدب
- X تنسيق صفر الحدب
- مقبض مشبك وحدة التحكم على السرير
- الحدب الحدبة الطولية
- كل زر التوقف
- مؤشر السرعة
- زر Spindle Jog
- مقبض التحول
- الحدب حد السفر وحدة التحكم
- الحركة العمودية اليدوية لوحدة التحكم
- مقبض لرفع وخفض السياج
- ص تنسيق حدبات التصفير
- الحدب التي تحد من السفر العرضي للطاولة
- كل زر التوقف
- الحركة الجانبية اليدوية للطاولة
الرسم التخطيطي الحركي لآلة الطحن CNC 6R13F3

الرسم التخطيطي الحركي لآلة الطحن CNC 6r13f3-37
وصف تصميم آلة الطحن CNC 6R13F3
سرير الآلة
السرير هو الوحدة الأساسية الرئيسية التي يتم تركيب وحدات وآليات الماكينة عليها.
يتم تحقيق البناء الصلب للسرير بسبب القاعدة المتطورة وعدد كبير من الأضلاع. يحتوي جسمه الأمامي على أدلة عمودية تتحرك على طولها وحدة التحكم. لقراءة قيمة حركة تركيب وحدة التحكم ، يتم تثبيت المسطرة على السرير.
يتم وضع مفاتيح الحد في المكان المناسب الأيسر للإطار للحد من حركة وحدة التحكم. يوجد في الجزء العلوي من مبيت الإطار على الجانب الأيمن نافذة يتم من خلالها فتح الوصول إلى مضخة الزيت وعلبة التروس. لتحديد السرعة المطلوبة ، يتم تثبيت علبة تروس على الجانب الأيسر من الإطار. يتم تثبيت رأس المغزل على مستوى التزاوج في عنق السرير. يوجد خزان زيت داخل جسم الإطار. يتم تثبيت السرير على القاعدة وتثبيته بمسامير.
مربع سرعة الآلة
يتم استخدام علبة التروس لإخبار المغزل بسرعات مختلفة للدوران أثناء القطع.
يتم تزييت محامل وتروس علبة التروس من مضخة مكبس موجودة داخل علبة التروس.
ناقل الحركة
يوفر 18 سرعة للمغزل ويسمح لك بتحديد السرعة المطلوبة دون المرور المتتالي للخطوات الوسيطة.
يتم تنفيذ سرعات التبديل على النحو التالي: يتم إنزال المقبض 28 (الورقة 14 ، الشكل 4) لأسفل حتى تتم إزالة ارتفاع المقبض من أخدود القفل وسحبها من نفسها حتى تتوقف. من خلال تدوير القرص ، حدد poz.26 العدد المطلوب من الثورات مقابل مؤشر السهم. في هذه الحالة ، يعني نقرة المزلاج أن القرص ثابت في هذا الموضع. اضغط على زر الضغط ، نقاط البيع. 27 ، أعد المقبض بحركة سلسة إلى موضعه الأصلي (الأولي).
يتم تزييت علبة التروس من مضخة الغطاس في علبة التروس.
رأس مغزل الآلة
يتكون رأس المغزل من ثلاثة عناصر رئيسية: شريحة ، علبة تروس ، منزلق مع مغزل.
تتمركز الشريحة في الجزء السفلي الحلقي لعنق السرير ويتم تثبيتها بأربعة براغي. يتحرك شريط التمرير ذو المغزل على طول الموجهات المستطيلة للشريحة - إحداثي Z.
يعمل صندوق التروس على نقل الحركة الرئيسية (الدورانية) إلى المغزل من علبة التروس من خلال زوج من العجلات المخروطية وثلاث عجلات أسطوانية.
تتم حركة المنزلق مع المغزل وفقًا للبرنامج من محرك عالي العزم من خلال علبة تروس من زوج من العجلات الأسطوانية (الشكل 8) وناقل حركة "لولبي متدحرج".
لتنفيذ الحركة اليدوية لشريط التمرير ، يتم توفير مخرج - مسدس I (الشكل 7).
طاولة ومزلقة (الشكل 9،10 و II)
يوفر الجدول والمزلقة حركة الجدول على طول إحداثيات X و Y (طولية وعرضية).
عند التحرك على طول إحداثي X ، يتلقى الجدول حركة من محرك عالي العزم من النوع PBV112LGUZ من خلال علبة تروس أحادية المرحلة مع نسبة تروس i = 1: 2 وناقل لولبي دوار.
يدور اللولب الكروي الرائد للحركة الطولية للطاولة في محامل كروية مثبتة على الجانب الأيسر في القوس ، وعلى اليمين - في علبة التروس.
يتم تثبيت البراغي بشكل صارم في قوس متصل بالطاولة.
يوجد في مخفض الحركة الطولية للجدول محول من النوع BTM-1V ، وهو مستشعر ردود الفعل.
يتم تنفيذ حركة الجدول إلى الإحداثي Y من محرك الأقراص المثبت في وحدة التحكم. يتم تثبيت المسمار الكروي للحركة العرضية للطاولة في مبيت وحدة التحكم.
للحركة اليدوية للجدول يوجد خرج سداسي 2 (الشكل 9).
يتم تحديد الفجوة في أدلة الجدول والشريحة مع أسافين. لضبط الفجوة ، انظر قسم "التعديل".
وحدة التحكم في آلة الطحن CNC 6R13F3
وحدة التحكم هي الوحدة الأساسية التي تجمع بين محركات الحركات الرأسية والعرضية للطاولة.
على طول الموجهات الرأسية للإطار (للملف التعشيق ، توفر وحدة التحكم حركة تثبيت رأسية. على طول الموجهات الأفقية لوحدة التحكم الجانبية المستطيلة ، تتحرك مجموعة "المنضدة والمزلقة" في الاتجاه العرضي (إحداثيات Y).
في عمق وحدة التحكم ، يتم تركيب علبة تروس ذات مرحلتين للحركة العرضية للطاولة بنسبة تروس i = 1: 2.
يتم تنفيذ حركة الطاولة من محرك كهربائي عالي العزم من النوع PBV112LGUZ من خلال علبة تروس وناقل حركة لولبي متدحرج.
التروس الحلزونية الأسطوانية مسبقة الصنع للتخلص من الخلوص الجانبي في التروس.
محول دوار من النوع VTM-1B ، pos. 1 (الشكل 13).
على الجانب الأيمن من جسم وحدة التحكم ، يتم تثبيت محرك كهربائي غير متزامن من نوع 4A90LA لحركة التثبيت العمودية. تتم الحركة من خلال زوج دودة ومسمار لولبي.
لتزييت أدلة الأجزاء المتحركة للماكينة والتروس والمحامل ، تحتوي الوحدة على خزان زيت ومضخة تزييت من النوع VT II-IIA ، والتي يتم تشغيلها بواسطة محرك AOL-21-4.
يتم إغلاق الموجهات الأفقية للوحدة من الأمام بحماية تلسكوبية ، وفي الخلف - مع "مآزر" متصلة بالسرير والطرف الخلفي للشريحة.
تشغيل الآلة باستخدام أداة التثبيت الكهروميكانيكية
يتم التحكم في أداة التثبيت الكهروميكانيكية بالتسلسل التالي:
- اضغط على الزر 3 (انظر الشكل 3) "أداة التثبيت" ؛
- قم بتشغيل المغزل بالزر 17 "بدء المغزل"
عند الضغط على الأداة ، من الضروري:
- قم بإيقاف تشغيل المغزل باستخدام الزر 19 وتأكد من توقف المغزل ؛
- اضغط على الزر 2 "تحرير الأداة" واستمر في الضغط حتى يترك مغزل الطحن المغزل بطول لا يزيد عن 15 ... 20 مم.
خلاف ذلك ، قد تخرج الأسطوانة المحزومة تمامًا من القضيب. بعد ذلك ، عند تثبيت الأداة ، يجب ضغط القضيب لأعلى بحيث يتم تثبيت الطرف الملولب من الأسطوانة في الفتحة الملولبة للقضيب.
يتم تركيب القواطع في المغزل حسب حجمها ونوعها وفقًا للشكل 15،16.
الأداة الموجودة في المغزل مثبتة خارج الماكينة باستخدام صواريخ قابلة للاستبدال. يحتوي المغزل على مخروط خارجي 7:24 وداخلي "مورس رقم 4" لتثبيت أداة بمخاريط مورس رقم 2 ، 3 ، 5 ، يتم استخدام جلبتي المحول القابل للاستبدال 2 و 3. للمعالجة باستخدام المطاحن الطرفية (مع ساق مدبب) على التوالي Ø 16 ، Ø 20 ، Ø 40 ، Ø 50.
يجب تثبيت Capture I بطريقة تجعل فتحة T الخاصة به متعامدة مع الأخاديد الرئيسية للمغزل.
أدخل المغزل باستخدام الأداة في الفتحة المستدقة للمغزل ، ومن خلال الدوران بزاوية 90 درجة ، قم بالاتصال بنهاية القضيب على شكل حرف T ، وقم بتشغيل زر "Tool Clamp". يتم تحديد نهاية المشبك عن طريق دفع براثن الكامة.
يجب أن يتم تثبيت الأداة بسرعة مغزل لا تزيد عن 40 دورة في الدقيقة.
المعدات الكهربائية للآلة 6R13F3. معلومات عامة
توجد المعدات الكهربائية على الجهاز في محطة التحكم وتتضمن أيضًا نظام التحكم الرقمي NZZ-2M.
تعمل محطة التحكم على استيعاب أجهزة التبديل وأجهزة حماية الدائرة الكهربائية.
يتم تشغيل المعدات الكهربائية من خلال محطة التحكم من شبكة تيار متناوبة ثلاثية الطور بجهد 380 فولت ، بتردد 50 هرتز. التقلب المسموح به لجهد الإمداد هو 15٪ ± 10٪ من 380 فولت. في حالة التقلبات الكبيرة في جهد التيار الكهربائي ، من الضروري تشغيل جهاز CNC والأتمتة الكهربائية للآلة من مثبت منفصل. من الممكن تشغيل مجموعة من آلات CNC من مثبت منفصل أو محول آلة منفصل.
تستخدم الآلة الفولتية التالية:
- دائرة الطاقة - ثلاث مراحل ، التيار المتردد 380 فولت ، التردد 50 هرتز ؛
- دائرة التحكم - متغير 110 فولت ، 50 هرتز ؛
- دائرة الإضاءة المحلية - بالتناوب 24 فولت ، 50 هرتز ؛
- دائرة التحكم - 24 فولت تيار مستمر ؛
- دائرة الكبح الكهروديناميكية - 55 فولت تيار مستمر ؛
- مزود الطاقة لمحركات التغذية - 48 فولت تيار مستمر.
يتم تشغيل مصدر الطاقة الخاص بمحطة التحكم عن طريق الآلة الأوتوماتيكية التمهيدية (I) ، والتي يتم التحكم فيها عن طريق مقبض يوضع على باب محطة التحكم.
تم تثبيت محركات الأقراص التالية على الجهاز:
- محرك كهربائي للحركة الرئيسية ؛ تم تنفيذه من نوع محرك غير متزامن 4A132S4У3 ، 7.5 كيلو واط ، 1450 دورة في الدقيقة ، 380 فولت ، التعيين وفقًا لمخطط M1 (A02-5I-4 ، 7.5 كيلو واط ، 1450 دورة في الدقيقة ، 220/380 فولت) ؛
- محرك كهربائي لتعديل حركة وحدة التحكم ؛ تم تنفيذه من محرك غير متزامن من النوع 4A90LA ، 2.2 كيلو واط ، 1500 دورة في الدقيقة ، 380 فولت ، التعيين وفقًا للمخطط M2 ؛
- أداة محرك كهربائي المشبك. يتم تنفيذه من محرك غير متزامن من النوع 4AAS56V4U3 ، 0.18 كيلو واط ، 1500 دورة في الدقيقة ، 380 فولت ، التعيين وفقًا لمخطط M4 ؛
- محرك كهربائي لمضخة التبريد ؛ تم تنفيذه من محرك غير متزامن XA14-22M (0.12 كيلو واط ؛ 2800 دورة في الدقيقة ؛ 380 فولت ؛ التعيين وفقًا للمخطط M3 ؛
- نوع المحرك الكهربائي للتزييت AOL-21-4 ، 0.27 كيلو واط ، 1500 دورة في الدقيقة ؛ 380 فولت ؛ التعيين وفقًا لمخطط M5
- يتم تنفيذ محرك التغذية الكهربائي الطولي (إحداثيات X) من محرك كهربائي DC من النوع PBV-112L 2.2 كيلو واط 1000 دورة في الدقيقة ، 110 فولت ، التعيين وفقًا لمخطط M7.
يتم التحكم في محرك محرك التغذية بواسطة CNC من خلال محول الثايرستور من النوع 3T6S-8-PBV-112LU4.
يتم توفير التغذية الراجعة للسرعة بواسطة مولد سرعة مدمج في المحرك الكهربائي مع إثارة من مغناطيس دائم. التعيين وفقًا للمخطط M6.
يتم توفير ملاحظات الموقف من خلال محول دوار من النوع BTM-1V
- يتم تنفيذ المحرك الكهربائي للتغذية المستعرضة (إحداثيات Y ، مزلقة) بشكل مشابه لإحداثي X. وتعيين الأجهزة وفقًا للمخطط: محرك كهربائي - M9 ، مولد كهربائي - M8 ، محول دوار - P2 ؛
- يتم تنفيذ محرك التغذية العمودي الكهربائي (إحداثيات Z ، شريط التمرير) بشكل مشابه لإحداثي X. تعيين الأجهزة وفقًا للمخطط: محرك كهربائي - M11. مولد تاكيوجينور - M10 ، محول دوار - PZ.
آلة الطحن العمودية 6R13F3 CNC. فيديو.
الخصائص التقنية لآلة الطحن CNC 6R13F3-37
| اسم المعلمة | 6R13F3-37 | 6R13RF3 |
|---|---|---|
| فئة الدقة وفقًا لـ GOST 8-82 | ح | ح |
| المعلمات الرئيسية للآلة | ||
| أبعاد سطح العمل للطاولة (الطول × العرض) ، مم | 400 × 1600 | 400 × 1600 | 300 | 300 |
| عدد فتحات T أبعاد فتحات T. | 3 | 3 |
| أكبر حركة طولية للجدول (X) ، مم | 1000 | 1000 |
| أكبر حركة عرضية للجدول (Y) ، مم | 400 | 400 |
| أكبر حركة تعديل رأسية للطاولة ، مم | 420 | 380 |
| المسافة من محور الدوران إلى الموجهات الرأسية للسرير (الامتداد) ، مم | 500 | 500 |
| أصغر مسافة من الحافة الخلفية للطاولة إلى سكك السرير ، مم | 100 | 100 |
| المسافة من نهاية المغزل إلى سطح العمل للطاولة ، مم | 70..450 | |
| أكبر حركة رأسية للشريط المنزلق (ع) ، مم | 250 | - |
| حدود الأعلاف العاملة. طولية ، عرضية ، رأسية ، مم / دقيقة | 3..4800 | 20..1200 |
| سرعة الحركة السريعة للطاولة والكبش ، مم / دقيقة | 4800 | 2400 |
| أصغر وأكبر مسافة من نهاية المغزل إلى المنضدة مم | 70...490 | 70...450 |
| تغذية لكل نبضة ، مم | 0,01 | 0,01 |
| دقة تحديد المواقع على طول المحور X ، مم | 0,065 | |
| دقة تحديد المواقع على طول المحور Y ، Z ، مم | 0,040 | |
| قطر الحفر الأقصى ، مم | 30 | |
| أكبر قطر لطاحونة النهاية ، مم | 40 | |
| أكبر قطر لطاحونة النهاية ، مم | 125 | |
| مغزل | ||
| عدد المغازل | 1 | 6 |
| سرعة المغزل ، دورة في الدقيقة | 40...2000 | 40...2000 |
| عدد سرعات المغزل | 18 | 18 |
| أقصى عزم ، كجم ق.م | 62,8 | |
| نهاية المغزل | GOST 836-72 ، 7:24 | |
| نظام CNC | ||
| نوع CNC | H33-2M | H33-1M |
| طريقة قياس الأبعاد | بزيادات | بزيادات |
| أنواع الاستيفاء | دائري خطي | دائري خطي |
| عدد الإحداثيات التي يتم التحكم فيها بشكل متزامن مع الاستيفاء الخطي / الدائري | 3/2 | 3/2 |
| معدات كهربائية | ||
| عدد المحركات الكهربائية على الماكينة | 8 | |
| المحرك الكهربائي الرئيسي ، كيلوواط (دورة في الدقيقة) | 7,5 (1450) | 7,5 |
| محركات التغذية الكهربائية على طول المحاور X و Y و Z و kW | 2,2 | السائر |
| محرك كهربائي لحركة ضبط وحدة التحكم ، كيلوواط | 2,2 | |
| محرك كهربائي أداة المشبك ، كيلوواط | 0,18 | - |
| محرك كهربائي لمضخة التبريد ، كيلوواط | 0,12 | |
| محرك مضخة التشحيم ، كيلوواط | 0,27 | |
| إجمالي طاقة المحركات الكهربائية ، كيلوواط | 16,87 | |
| أبعاد الآلة | ||
| أبعاد الآلة ، مم | 3450 × 3970 × 2965 | 3200 × 2500 × 2450 |
| وزن الآلة ، كجم | 4450 | 6900 |
تم تصميم آلة الطحن العمودية CNC 6R13F3 بشكل أساسي لتصنيع عناصر مختلفة من هذه المواد: الفولاذ ، الحديد الزهر ، المعادن غير الحديدية (التي يمكن أن تعزى إلى تلك التي يصعب معالجتها) ، بشكل أساسي باستخدام مثاقب الطحن نهاية ونهاية مع توقع الإنتاج على نطاق صغير ومتوسط.
نظام CNC 6R13F3
يتميز جهاز 6r13f3 أيضًا بوجود جواز سفر - وهو مستند يصف إمكاناته.
يسمح CNC بمعالجة أنواع مختلفة من الهياكل في تنظيم التحكم في البرنامج ، باستخدام مجموعة من ثلاثة إحداثيات في نفس الوقت:
- عمودي (حركة الزلاجة والطاولة مع المنتج المصقول) ؛
- محوري؛
- عمودي (حركة المنزلق مع الآلية) ، لذلك يتم تنفيذ إعادة القاعدة العمودية المشفرة آليًا (إحداثيات Z) عن طريق تحريك شريط التمرير.
يستوعب نتوء آلة الطحن هذه الحركة المشار إليها فقط ، والتي بدورها تلغي الإشارة والعمل في الحمل المرتبط على وحدة التحكم ، والتي لها وزن كبير. بهذه الطريقة ، يمكن زيادة مستوى خطأ التصنيع ، لأنه يجب تثبيت العارضة في كل مرة أثناء تشغيل الماكينة.
تم تجهيز آلات الطحن العمودية بعمود رأسي يتحرك في اتجاه رأسي ، في بعض العينات لها خاصية الدوران. يتحرك الجدول أفقيًا بشكل عرضي إلى المركز وعموديًا.

محركات الآلة
يحتوي توريد آلة CNC 6R13F3 على تروس إمداد قابلة للضبط مع محركات كهربائية ذات سرعة عالية في التبديل على الكهرباء دون انقطاع. يضمن استخدام محركات تثبيت التعقب جنبًا إلى جنب مع المحركات للإمداد المستمر أو المستمر للكهرباء في أدوات الماكينة سرعة الحركة الدقيقة للطاولة حتى 4.8 متر / دقيقة.
يتم أيضًا استبعاد عيوب العناصر في حالة المعالجة المتقطعة ، ما لم تكن هناك عيوب أثناء نقل التسليم على طول أحد الإحداثيات. يمكنك أيضًا تقديم طلاء مركزي للعناصر الرئيسية لأدوات الماكينة. يستخدم في كثير من الأحيان استخدام الإنشاءات الكهروميكانيكية لآليات الإمساك ، والتي تضمن قوة تثبيت مستمرة تصل إلى 2000 كجم. لغرض التوريد المحمول ، تنطبق خاصية مثل الأسلاك الكهربائية المعدة بفصل الشوكة.
فك الاسم
من خلال دراسة جواز سفر الجهاز المطلوب ، يمكنك العثور على أسماء المؤشر الأبجدي الرقمي:
- تشير آلة الطحن إلى الرقم 6 ؛
- تعديل الجهاز - الحرف P ؛
- يشار إلى آلة الطحن العمودية بالرقم 1 ؛
- يتم تحديد التغطية القياسية للآلية (حجم الجدول) بالرقم 3 ؛
- F3 - وجود جهاز CNC.
سرير الآلة
يحل السرير محل الرابط المركزي الرئيسي ، مما يساهم في تثبيت الهيكل الأساسي والتلقائي للآلة.
يساهم البناء الصلب للإطار في أساس ممتد وكمية لا بأس بها من الأضلاع. تستوعب قاعدة الإطار مكونات التوجيه الرأسي ، والغرض منه هو تحريك الحزمة. من خلال مسار ثابت على الإطار ، من الممكن حساب مقدار الحركة الإرشادية لوحدة التحكم.
بمساعدة مفاتيح الحد ، من الممكن تحديد الاتجاه العام للحزمة في المنطقة اليسرى من مكان الكسوة. توجد فجوة على الجانب الأيمن من قسم غطاء جسم الطائرة للآلة ، والتي تفتح الممر إلى مضخة الزيت ، وتُظهر أيضًا علبة التروس. تم تجهيز الجزء الأمامي الأيسر من العارضة بصندوق انتقال من السرعة المنخفضة إلى السرعة العالية من أجل تحديد السرعة المطلوبة للعمل مع أجزاء الطحن. تم تثبيت الطائرة السلكية للفتحة الموجودة في السرير برأس مغزل. يوجد في منتصف السرير حجرة زيت خاصة. يتم تثبيت الجسم على الماكينة في القاعدة ومثبت بمسامير.
مربع سرعة الآلة
من أجل إعطاء إشارة للمغزل حول السرعة المطلوبة أثناء عملية القطع ، يجب أن يكون لديك علبة تروس. سيساعدك على إدارة الماكينة بشكل أكثر كفاءة ومراقبة سرعة أجزاء الطحن. في الواقع ، يقوم صندوق التروس "بإعلام" المغزل بالتغير في سرعة المنعطفات عند القطع.
من الضروري تشحيم المحامل والتروس في علبة التروس في اتجاه مضخة المكبس الموجودة في منتصف هذا الصندوق.
رأس مغزل الآلة
يتكون الجزء العلوي من الماكينات من ثلاثة مكونات رئيسية:
- تزلج.
- المخفض.
- المنزلق مع رمح.
يتم محاذاة المزلقة مع الجزء السفلي الدائري لعنق الماكينة ويتم تثبيتها بأربعة براغي. في هذه الحالة ، يمكن تحريك الصمام ذي العمود باتجاه أدلة الانزلاق المستطيلة (إحداثيات Z).
تم تصميم علبة التروس لتمثيل الحركة الدائرية الرئيسية للمغزل باستخدام علبة تروس ، بالإضافة إلى زوج من العجلات المخروطية وثلاث عجلات أسطوانية.
يتم تنفيذ تجميع المنزلق مع العمود وفقًا للمشروع باستخدام محرك ، بالإضافة إلى علبة تروس مع بكرتين أنبوبيتين ، بالإضافة إلى تحريك المسمار إلى الجوز ، والجوز إلى الدحرجة.
طاولة ومزلقة
تخلق هذه المكونات ظروفًا مواتية للجدول للتحرك نحو إحداثيات X و Y (محوري وعمودي). بادئ ذي بدء ، لكي يساعد المسمار المتحرك الطاولة على التحرك أفقيًا ، فإنه يدور في محامل كروية مثبتة على الجانب الأيسر من الحامل.
يقوم الدعم أيضًا بإصلاح الصواميل اللولبية ، المتصلة بالجدول. تحتوي وحدة التحكم في الحركة الجزئية على محول من النوع BTM-1V ، يتم تقديم وصفه بواسطة وحدة التحكم في التفاعل العكسي.
يتم تنفيذ إزاحة الجدول على طول الإحداثي Y من المحرك المثبت في العارضة. يقع المسمار الكروي المتحرك للحركة العمودية للطاولة في إطار الشعاع. لتحريك الجدول يدويًا ، تحتاج إلى استخدام دبوس سداسي عشري.

المعدات الكهربائية للآلة 6R13F3
يقع التيار الكهربائي على الجهاز في نقطة التحكم ويحتوي على بعض إنشاءات التحكم العددي "NZZ-2M". تساعد نقطة التحكم على وضع أجهزة مثبتة أفقيًا فيها لتوفير دائرة كهربائية.
يتم تزويد المعدات الكهربائية بمساعدة محطة تحكم من شبكة تيار متناوب ثلاثية الطور بجهد 380 فولت ، وتردد 50 هرتز. التقلب المسموح به عند جهد الإمداد هو 15٪ ± 10٪ من 380 فولت.
في حالة وجود تقلبات كبيرة في جهد التيار الكهربائي ، من الضروري توفير الطاقة لهيكل CNC والأتمتة الكهربائية ، والتي تعد بدورها معادلًا فريدًا للآلات.
غالبًا ما تكون الأنواع التالية من الجهد في أدوات الماكينة قابلة للتطبيق:
- دائرة الطاقة - ثلاث مراحل ، التيار المتردد 380 فولت ، التردد 50 هرتز ؛
- دائرة التحكم - بالتناوب 110 فولت ، 50 هرتز ؛
- مخطط الإضاءة المحلي - بالتناوب 24 فولت ، 50 هرتز ؛
- دائرة الضبط - ثابت 24 فولت ؛
- دائرة تشديد كهروديناميكية - ثابتة 55 فولت ؛
- إمداد محركات الطاقة الكهربائية - ثابت 48 فولت.

يمكن توصيل المفتاح بطاقة التحكم باستخدام التثبيت الأولي ، والذي يمكن التحكم فيه بواسطة المقبض المعروض على باب وحدة التحكم.
يتم تنفيذ التغذية الراجعة في الاتجاه عالي السرعة من خلال مولد سرعة مركب في محرك كهربائي بدافع من مغناطيس دائم.
الغرض منه هو معالجة مختلف الأجزاء الجانبية المعقدة المصنوعة من الفولاذ والحديد الزهر والمعادن غير الحديدية التي يصعب قطعها ، وخاصة المطاحن السطحية والنهائية ، والمثاقب في الإنتاج المتوسط والصغير الحجم.
نظام CNC
تم تجهيز آلة الطحن CNC 6R13F3 ، 6R13RF3 ، 6T13F3 من قبل الشركة المصنعة بنموذج نظام CNC NZZ-2M. يسمح لك CNC بمعالجة المنتجات في وضع التحكم في البرنامج في وقت واحد في ثلاثة إحداثيات: طولية وعرضية (تحريك الطاولة والانزلاق باستخدام قطعة العمل) وعمودي (تحريك شريط التمرير باستخدام الأداة). يتم تنفيذ الحركة العمودية القابلة للبرمجة (إحداثيات Z) بواسطة حركة شريط التمرير. وحدة التحكم الخاصة بآلة الطحن CNC 6R13F3 ، 6R13RF3 ، 6T13F3 لها حركة تثبيت فقط ، باستثناء تحديد المواقع والتشغيل في وضع تتبع وحدة التحكم ، التي لها كتلة كبيرة. تزداد دقة المعالجة ، حيث يتم تثبيت وحدة التحكم دائمًا أثناء عملية القطع.
محركات الآلة
مجهزة بمحركات تغذية قابلة للتعديل مع محركات DC ذات عزم دوران عالٍ. يوفر استخدام محركات المؤازرة القابلة للتعديل مع محركات التيار المستمر سرعة حركة سريعة للطاولة تصل إلى 4.8 م / دقيقة ويزيل رفض الجزء أثناء التحديد في حالة فشل محرك التغذية على طول أحد الإحداثيات. تقديم أدلة تزييت مركزية. الآلة تستخدم جهاز لقط الأدوات الكهروميكانيكية ، مما يوفر قوة تثبيت ثابتة تبلغ 2000 كجم. بالنسبة للمعدات البعيدة ، تتوفر الأسلاك الجاهزة مع موصلات التوصيل.
تعيين
الفهرس الأبجدي الرقمي لآلة الطحن CNC 6R13F3 ، 6R13RF3 ، 6T13F3 يعني ما يلي: الرقم 6 عبارة عن آلة طحن ؛ الحرف P ، T ، M - تعديل الجهاز ، الرقم 1 - يشير إلى آلة طحن رأسية ، الرقم 3 - الحجم القياسي للآلة (حجم الجدول) ، F3 - وجود نظام CNC.
| تحديد | خيارات |
| أبعاد سطح العمل للجدول ، مم | 400 × 1600 |
| فئة الدقة وفقًا لـ GOST 8-71 | ص |
| خشونة السطح Rz، µm | 20 | 300 |
| أكبر حركة طولية للجدول (X) ، مم | 1000 |
| أكبر حركة عرضية للجدول (Y) ، مم |
400 |
| أكبر حركة تعديل رأسية للطاولة ، مم | 420 |
| أكبر حركة رأسية للشريط المنزلق (ع) ، مم | 250 |
| حدود الأعلاف العاملة. طولية ، عرضية ، رأسية ، مم / دقيقة | 3 - 4800 |
| سرعة الحركة السريعة للطاولة والكبش ، مم / دقيقة | 4800 |
| المسافة من أنف المغزل إلى الطاولة ، مم | 70 - 490 |
| المسافة من محور الدوران إلى الأدلة الرأسية للإطار ، مم | 500 |
| تغذية لكل نبضة ، مم | 0,01 |
| دقة تحديد المواقع على طول المحور X ، مم | 0,065 |
| دقة تحديد المواقع على طول المحور Y ، Z ، مم | 0,040 |
| قطر الحفر الأقصى ، مم | 30 |
| أكبر قطر لطاحونة النهاية ، مم | 40 |
| أكبر قطر لطاحونة النهاية ، مم | 125 |
| سرعة المغزل ، دقيقة -1 | 40 - 2000 |
| عدد سرعات المغزل | 18 |
| أقصى عزم ، كجم ق.م | 62,8 |
| نهاية المغزل GOST 836-72 | 7:24 |
| المحرك الكهربائي الرئيسي ، kW | 7,5 |
| محركات التغذية الكهربائية على طول المحاور X و Y و Z و kW | 2,2 |
| محرك كهربائي لحركة ضبط وحدة التحكم ، كيلوواط | 2,2 |
| محرك كهربائي أداة المشبك ، كيلوواط | 0,18 |
| محرك كهربائي لمضخة التبريد ، كيلوواط | 0,12 |
| محرك كهربائي للتشحيم ، كيلوواط | 0,27 |
| إجمالي طاقة المحركات الكهربائية ، كيلوواط | 16,87 |
| الأبعاد الكلية للآلة (الطول × العرض × الارتفاع) ، مم | 3450 × 3970 × 2965 |
| وزن الماكينة مع المعدات الكهربائية ، كجم | 4450 |
آلة الطحن CNC 6R13F3 ، 6R13RF3 ، 6T13F3 اليوم
تم إنتاج آلة الطحن CNC 6R13F3 ، 6R13RF3 ، 6T13F3 في مصنع Gorky لآلات الطحن. في الوقت نفسه ، أنتجت مصانع أخرى في اتحاد الجمهوريات الاشتراكية السوفياتية السابق آلات من هذا التصميم. لا يزال بعضها يعمل حتى اليوم ، وينتج إصدارات محسّنة من آلة الطحن 6R13F3 CNC. وهي مجهزة بمكونات حديثة عالية الجودة وكهرباء موثوقة.
سعر
بناءً على الطلب ، يمكننا تقديم سعر نظائرها الحديثة الرخيصة لآلات الطحن CNC 6R13F3 ، 6R13RF3 ، 6T13F3. على سبيل المثال ، مع طاولة بقياس 1050x520 ملم ، تكلفتها من 71200 دولار.
نظائرها الحديثة
يحتوي الكتالوج الخاص بنا على نظائر حديثة عالية الجودة لآلات طحن CNC 6R13F3 ، 6R13RF3 ، 6T13F3 - آلات مصنوعة في جمهورية التشيك. تتميز بتصميم حديث مصحوب بجودة عالية في العمل. يجعل السعر المنخفض نسبيًا لهذا المستوى من الآلات آلات الطحن TAJMAC-ZPS CNC واحدة من أفضل العروض من حيث نسبة السعر / الجودة.
لفئة:
آلات النجارة
آلات التفريز ذات المغزل السفلي
تصميم
تتكون آلة الطحن أحادية المحور ذات التغذية اليدوية مع موقع المغزل السفلي (الشكل 1) من سرير يتحرك على طوله الفرجار عموديًا. تم تثبيت المغزل في الفرجار على محامل كريات. لفوهة طويلة ، يتم توفير قوس مع محمل قابل للطي لضمان ثبات المغزل. عند تغيير الأداة ، يتم سحب القوس بعيدًا عن الجانب Y. يتم تثبيت خطوط التوجيه والمشابك في فتحات الجدول. يتم ضبط موضع المغزل في الارتفاع بعجلة يدوية.
المحرك الكهربائي متصل بالمغزل عن طريق ناقل الحركة بالحزام المسطح. تتميز البكرة المثبتة على المغزل بشكل ممدود ، مما يسمح لك بتغيير موضع المغزل في الارتفاع دون تغيير موضع المحرك الكهربائي.

أرز. 1. آلة طحن أحادية المحور F-4: 1 - إطار ، G - دعم ، 3 - عجلة يدوية لرفع المغزل ، 4 - طاولة ، 5 - أدلة مسطرة قابلة للإزالة ، 6 - قوس مع محمل قابل للطي ، 7 - قمع استقبال ، 8 - عجلة يدوية لحزام التوتر
يحتوي التصميم الأكثر تقدمًا على آلة FSA للطحن المستقيم (الشكل 2). تمامًا مثل آلة F-4 ، يتم تثبيت مغزلها على الفرجار. يتم تغيير موضع المغزل في الارتفاع بعجلة يدوية. يتم توصيل المغزل بعمود المحرك بواسطة محرك الحزام ، ويتم استخدام عجلة يدوية لشد الأحزمة ، ويتم تثبيت وحدة تغذية تلقائية فوق طاولة الماكينة. بكرات التغذية مفصلية ، مما يسمح لك بتغذية قطع العمل بسمك يصل إلى 20 مم في الماكينة. إذا كانت التغذية اليدوية مطلوبة ، فيمكن إزالة وحدة التغذية التلقائية من الماكينة أو وضعها جانبًا (على سبيل المثال ، أثناء تثبيت أداة القطع). لتغيير موضع وحدة التغذية التلقائية في المستوى العمودي ، يتم توفير عجلة يدوية. تحدد العجلة اليدوية المتصلة بالمتغير معدل التغذية ، والذي يمكن أن يتراوح بين 8-25 مم.
يسمح الوضع الملائم للوحة التحكم لمشغل الماكينة بتجنب الحركات غير الضرورية أثناء التشغيل.
على التين. يوضح الشكل 3 الرسم التخطيطي الحركي لآلة الطحن FA-4 مع التغذية التلقائية. على المغزل ، بشكل متحرك ، في الكرات ، يتم تثبيت كتلة من أسنان العجلة ، والتي تدور بشكل مستقل عن المغزل. يتم وضع الشغل المراد معالجته في tsulaga وتثبيته فيه. يعمل جزء من السطح الجانبي للمربط كآلة تصوير أو سلسلة أسطوانة بوش أو شريط مثقب مثبت عليه ، يتوافق مع أسنان العجلة المسننة العلوية للكتلة. يتداخل العجلة المسننة العلوية في عملية تشغيل الماكينة مع السلسلة وتغذي المشبك بالمواد التي تتم معالجتها على طول أداة القطع. يتم تشغيل العجلة المسننة العلوية بواسطة العجلة المسننة السفلية (محرك) للكتلة ، والتي يتم توصيلها بواسطة محرك سلسلة بمحرك آلية التغذية ، والذي يتضمن محركًا كهربائيًا ، وترسًا دوديًا ، وترسًا.
يوفر تصميم آلية التغذية إمكانية نقل حركة مستقيمة إلى القالب أثناء المعالجة من جانب واحد لقطع العمل والدوران عند المعالجة على طول محيط. تتم معالجة التفاصيل ذات المحيط المحدد في دائرة باستخدام محور دوران للقالب متحرك. في جميع الحالات الأخرى ، تكون النقاط الكنتورية للأجزاء المنحنية على مسافات مختلفة من دائرة القطع الموصوفة بواسطة القاطع. لذلك ، من أجل ضمان الاتصال المستمر لقطعة العمل بأداة القطع ، من الضروري تغيير المسافة من مركز دوران القالب إلى دائرة القطع. للقيام بذلك ، يتم تثبيت الإدخال 6 بشكل متحرك بإصبع ويتم تثبيت رافعة تربط القالب بالزنبرك. عند تثبيت القالب وإزالته ، تتم إزالة الإدخال بالإصبع من محور الدوران بواسطة الدواسة. إذا تمت معالجة جانب واحد من قطعة العمل المنحنية ، فسيتم ضغط القالب على ضرس التغذية بواسطة بكرات ضغط مثبتة على الملحق.

أرز. 2. آلة طحن FSA: 1 - طاولة ، 2 - وحدة تغذية أوتوماتيكية ، 3 - عجلة يدوية لضبط معدل التغذية ، 4 - عجلة يدوية لآلية ضبط ارتفاع وحدة التغذية التلقائية ، 5 - لوحة تحكم ، 6 - عجلة يدوية لتعديل ارتفاع المغزل آلية 7 - العجلة اليدوية لأحزمة آلية الشد 8 - إطار
تنتج الصناعة المحلية أيضًا آلات طحن FSH-4 ، المصممة ليس فقط للطحن المسطح والملفوف ، ولكن أيضًا لانتقاء المسامير. تم تجهيز هذه الآلات بعربة تثبيت مثبتة بشكل متحرك على قضبان سرير خاصة. يتم تثبيت المشابك ، ومسطرة الإيقاف ، وإيقافات النهاية على الحامل. حرك حامل الخراطيش يدويًا. يمكن ميكنة الحركة اليدوية للعربة أثناء تحديث الماكينة ، على سبيل المثال ، باستخدام أسطوانة تعمل بالهواء المضغوط مع منظم هيدروليكي. يمكن تجهيز المشابك بمحرك هوائي.

أرز. 3. الرسم التخطيطي الحركي لآلة الطحن أحادية المحور FA-4 مع التغذية التلقائية: 1 - دواسة ، 2 - دعم المغزل ، 3 - عجلة يدوية ، 4 - كابل ، 5 - ذراع ، 6 - إدراج ، 7 - إصبع ، 8 - زنبرك ، 9 - قاطع ، 10 - كتلة ضرس ، 11 - ترس ، 12 - ترس دودي ، 13 - محرك تغذية ، 14 - محرك مغزل ، 15 - عجلة يدوية لشد الحزام
اختيار وضع التشغيل
يتم تقليل اختيار وضع التشغيل على آلات الطحن من أي تصميم لتحديد معدل تغذية قطع العمل التي تتم معالجتها. غالبًا ما يكون الطحن هو العملية النهائية لقطع العمل بالقطع ، نظرًا لأن الطحن بعد الطحن (خاصة قطع العمل المجعدة) أمر صعب. لذلك ، عند اختيار أوضاع تشغيل آلات الطحن ، فإنها تنطلق من متطلبات خشونة سطح الماكينة. تعتمد فئة خشونة السطح المطلوبة على كمية التغذية والزاوية التي يلتقي بها القاطع مع ألياف الخشب.
مثال. مطلوب تحديد معدل التغذية عند طحن جزء منحني بزاوية اجتماع متغيرة fvh ، والتي تتراوح من 0 إلى 30 درجة. يجب أن تتوافق خشونة السطح المُشغل مع الطبقة السابعة. قطر القاطع 120 مم ، عدد القواطع r = 4 ، المغزل يصنع 6000 دورة في الدقيقة.
اعداد الآلة
عند طحن الأسطح المستوية ، يجب أن تكون حواف القطع للطرف السفلي للقاطع أقل من مستوى الطاولة بمقدار 3-5 مم ، وهو ما يتم تحقيقه من خلال الحركة المقابلة للمغزل. في حالة طحن ملف التعريف ، يتم تحديد موضع القاطع بواسطة القالب أو عينة الجزء المثبت على طاولة الماكينة.

أرز. 4. مساطر التوجيه لآلة الطحن: 1 - المسطرة الخلفية ، 2 - قوس ، 3 - المسطرة الأمامية
من خلال الطحن المسطح والملفوف ، يتم تنفيذ قطع العمل المستقيمة على طول خطوط التوجيه الخلفية والأمامية (الشكل 4) ، والتي يتم توصيلها بواسطة قوس مصبوب يغطي أداة القطع. يمكن صنع المسطرة 1 كقطعة واحدة مع الحامل ، ويتم تثبيت المسطرة بشكل متحرك على الحامل. عادة ، يتم تطبيق المساطر المصنوعة من الخشب على الطائرات المعدنية للحكام. يجب أن تكون المستويات الرأسية للمساطر متعامدة مع مستوى طاولة الآلة.
مع الطحن المسطح ، يتم تثبيت المسطرة الخلفية على طول الشريط ، مع طحن جانبي - باستخدام معيار. للقيام بذلك ، يتم الضغط على الشريط أو المعيار مقابل المسطرة الخلفية ويتم تدوير المغزل يدويًا في الاتجاه المعاكس لاتجاه القطع. يجب أن تلمس حواف القاطع الشريط أو المعيار برفق.
يجب أن تكون المسطرة الأمامية موازية للجهة الخلفية وأن تكون مفصولة عنها عند طحن الأسطح بمقدار مساوٍ لسماكة طبقة الخشب المزالة (1.5-2 مم). في حالة الطحن الجانبي ، يجب أن تكون المسافة بين المساطر أيضًا 1.5-2 مم ، ولكن يجب تمديد القاطع بالنسبة إلى المسطرة إلى عمق المظهر الجانبي. يتم تثبيت المسطرة الأمامية على طول الشريط المرجعي: يتم ضغطها على المسطرة الخلفية ، ويتم تثبيت المسطرة الأمامية على المسافة المطلوبة.
إذا لم تتم معالجة حواف قطعة العمل بطول الطول بالكامل أثناء الطحن الطولي ، فسيتم تثبيت كلا المسطرة في نفس المستوى الرأسي. في حالة الطحن غير المباشر لقطع العمل المستقيمة ، يتم تثبيت التوقفات على طاولة الماكينة ، مما يحد من طول الطحن (حركة قطعة العمل) ، ويتم تثبيت المساطر في نفس المستوى.
يتم طحن الأسطح المنحنية وفقًا لمساطر نسخ خاصة مثبتة على المشابك.
يبدأ إعداد الماكينة باختيار الحلقة المثبتة في الجزء السفلي أو العلوي من القاطع ، اعتمادًا على تصميم المربط. يحدد الاختلاف في قطر الحلقة وقطر سطح القطع الأسطواني للقاطع الموضع النسبي لحافة تشكيل مسطرة النسخ والسطح المشكل لقطعة الشغل. لذلك ، بالنسبة لجهاز معين ، يجب تحديد حجم هذا الاختلاف بدقة.
العمل على الآلات
في آلات الطحن ذات موضع المغزل السفلي ، يتم إجراء أنواع مختلفة من المعالجة. يصف الكتاب المدرسي العمليات الأساسية التالية: من خلال الطحن ؛ معالجة الفراغات والتجمعات على طول الكفاف الخارجي ؛ قطع المسامير والعينين. الطحن غير من خلال.
من خلال الطحن. من خلال طحن الفراغات بخط مستقيم يتم القيام به مع التغذية اليدوية. يأخذ مشغل الآلة قطعة العمل التالية ، ويضعها على المنضدة ، ويضغط على الحافة مقابل مسطرة التوجيه ، ويدفعها إلى القاطع. من الضروري التأكد من أن اليد لا تلمس قطعة العمل في منطقة المعالجة.
يتم تسهيل عمل مشغل الماكينة إلى حد كبير ويصبح آمنًا إذا كانت الماكينة مزودة بمشبك من أبسط تصميم على الأقل على شكل صفيحة زنبركية أو مشط خشبي - لوح به قطع أعمى بطول 150-200 مم على طول ألياف مصنوعة على مسافة 10-15 ملم من بعضها البعض. في هذه الحالة ، يقوم مشغل الآلة بتغذية قطعة العمل على القاطع دون الضغط عليها ضد المسطرة.
إذا لوحظت أثناء الطحن عناصر بارزة غير معالجة للجزء ، فمن الضروري تحريك المسطرة الأمامية نحو محور المغزل. عندما يظهر الطحلب على السطح المعالج ، من الضروري شحذ أو تغيير أداة القطع.
إزاحة ملف التعريف العمودي هي نتيجة الموضع غير الصحيح للقاطع بالنسبة لمستوى سطح المكتب. يتم تصحيح الوضع عن طريق تحريك المغزل.
الزاوية الخاطئة بين الأسطح المشكَّلة ناتجة عن الضبط غير الدقيق للمساطر ، خاصة الظهر ، الذي تستند إليه قطعة العمل بشكل أساسي.
إذا تم ضبط المسطرة بحيث لا تكون متعامدة مع مستوى الطاولة ، فقد يكون السطح المُشغل آليًا مجنحًا ؛ غالبًا ما يكون سبب الجناح هو سطح القاعدة المشوه.

أرز. 155. أجهزة للطحن: أ - بمشبك ، ب - بدون مشبك ؛ 1 - جسم ، 2 - توقف ، 3 - وسادة ، 4 - مشبك ، 5 - قاطع ، 6 - حلقة ، 7 - قطعة عمل ، 8 - حافة تشكيل القالب ، 9 - محمل ، 10 - واقي ، 11 - غطاء ، 12 - مغزل
يتم الحصول على التموج على السطح المُشغل بالآلات نظرًا لحقيقة أن قطعة الشغل لا يتم ضغطها بإحكام على مسطرة التوجيه أو لا تشارك جميع أسنان القاطع في الطحن (يحدث هذا غالبًا عند استخدام قواطع الطحن بأسنان مزيفة). إذا ظهر تموج ، فتحقق من صلاحية أجهزة التثبيت وشحذ أسنان القاطع.
يرجع عدم وجود خياطة إلى عدم استقامة الحواف المطحونة أو التناقض بين المسافة بين خطوط التوجيه الأمامية والخلفية إلى المحدد.
من أجل تفريز قطع العمل ذات المظهر الجانبي المنحني لحافة واحدة ، يتم استخدام جهاز خاص. يوجد على حافة الهيكل قطعة ملف تعريف (سكة حديدية) تعمل كقالب.
على التين. 5 ، ب يظهر تصميم تركيبات الجهاز clampless. على محور دوران الآلة ، يتم تثبيت حلقة دوارة بحرية 6 (عادة ما تكون محمل كروي) بشكل مركز ، والتي تعمل بمثابة نقطة توقف للقالب. يجب أن يتوافق نصف قطر الحلقة مع حجم القالب ، فالمسافة من السطح الأساسي للقالب إلى محور المغزل لتركيب معين وقطر معين للقاطع قيمة ثابتة.
عند معالجة الأسطح المنحنية ، يتم تحديد موضع القاطع بالنسبة لمستوى الجدول مباشرةً من القالب مع جزء مرجعي مثبت عليه. يتم ضبط القاطع عن طريق تحريك المغزل في مستوى عمودي.

أرز. التين. 6. مخطط الطحن على آلة ذات تغذية ميكانيكية: أ - قطعة عمل بحافة منحنية واحدة ، ب - قطعة عمل ذات حافتين منحنيتين ؛ 1 - أداة تثبيت (قالب) ، 2 - توقف ، 3 - بكرات ضغط التغذية ، 4 - مشبك ، 5 - قطعة عمل ، 6 - سلسلة بكرات جلبة مدفوعة على القالب ، 7 - ضرس محرك التغذية ، 8 - مشابك ، 9 - قاطع ، 10 - حلقة الدعم ، 11 - توقف النهاية
يجب أن تتم معالجة قطع العمل للأجزاء المنحنية (خاصة ذات الانحناء الكبير) قبل الطحن على آلة المنشار الشريطي مع بدل طحن. الشرط الذي لا غنى عنه للحصول على ملف تعريف دقيق هو ملاءمة قطعة العمل بشكل مريح للأسطح الأساسية للتثبيت والتوقف.
بعد إصلاح قطعة العمل في المباراة ، يتم الضغط عليها بحافة القالب على الحلقة وتحريكها على طول الطاولة ، ومعالجة السطح الجانبي لقطعة العمل. إذا بقيت أماكن غير مطحونة ، فهذا يشير إلى بدل صغير أو اختيار غير صحيح لقطر الحلقة.
إذا كان الجهاز يحتوي على آلية تغذية على شكل علامة النجمة على المغزل ، فسيتم تثبيت سلسلة أسطوانة جلبة على الحافة المجعدة للتثبيت (الشكل 6 ، أ). في هذه الحالة ، يقوم مشغل الآلة بتثبيت قطعة العمل في الوحدة ، ويدفعها إلى أداة القطع ، ويسحب بكرات الضغط باستخدام الدواسة. بعد أن تتعامل ضرس آلية التغذية مع السلسلة ، فإنها تحرر الدواسة ، وتضغط البكرات على المثبت ضد العجلة المسننة وتتحرك تلقائيًا أثناء الطحن الكامل للجزء. في نهاية العملية ، يقوم مشغل الماكينة بسحب البكرات ، ويعيد الجهاز إلى موضعه الأصلي ويزيل قطعة العمل المعالجة.
يتم طحن قطع العمل ذات الحواف المنحنية بوضع اثنتين منها في قطعة واحدة (الشكل 6 ، ب). يقوم مشغل الآلة بتغذية التركيب أولاً من جانب واحد ، ثم يعيده إلى موضعه الأصلي ويغذيه إلى أداة القطع بالجانب الآخر. بعد ذلك ، تتم إزالة الجزء الذي تمت معالجته على كلا الجانبين ، وتوضع قطعة العمل في مكانها على الجانب الآخر من القالب ، ويتم وضع قطعة العمل التالية غير المعالجة في مكانها. بهذه الطريقة ، يتم توفير الوقت للعمليات الإضافية.
معالجة كفاف. لا تختلف معالجة الدروع والتجمعات على طول المحيط الخارجي جوهريًا عن طحن الفراغات المنحنية ، حيث تُستخدم التركيبات وحلقات الدفع أيضًا في هذه الحالة.
يتم وضع الدرع على طاولة الماكينة ويتم وضع قالب به مسامير فوقه. تقع حلقة توقف المغزل فوق القاطع. يتم إحضار الجهاز مع درع مثبت على أشواكه في المغزل ويتم تجاوزه على طول المحيط ، بينما يتم ضغط القالب على الدرع في هذا الوقت ، ومع الحافة على حلقة الدفع.
جهاز لعقد الطحن على طول الكفاف (الشكل 7 ، أ) يتكون من قالب به شريط مثقوب أو سلسلة بكرات شجيرة. يتم ثقب العقدة في القالب ، ويتم تثبيت القالب ، الذي يحتوي على فتحة في المنتصف ، على إصبع البطانة. للقيام بذلك ، يقوم مشغل الآلة ، بالضغط على الدواسة ، بإبعاد إصبعه عن المغزل ويضع إصبعه جهازًا به عقدة آلية. ثم يقوم مشغل الماكينة بتحرير الدواسة ، ويتم الضغط على سلسلة المرفقات على العجلة المسننة وتتعامل معها. تقوم ضرس آلية التغذية بتدوير أداة التثبيت مع معالجة قطعة العمل حول الإصبع ، مما يضغط القالب على الحلقة بمساعدة زنبرك. عندما تقوم الوحدة بدورها بالكامل ، يضغط مشغل الماكينة على الدواسة ، ويزيل القالب من المغزل ويزيل الوحدة المشكَّلة منه.
قطع المسامير وأخذ العينات. لقطع المسامير وتحديد العيون ، يتم استخدام آلات طحن مع عربة. يتم وضع قطع العمل المشذبة بدقة على عربة تسنين (الشكل 7 ، ب) بالقرب من المسطرة ، مثبتة بمشابك ويتم تغذيتها مع النقل إلى قاطع طحن الوجه أو قرص العين. لتجنب التقطيع ، يتم وضع جزء تم تشكيله مسبقًا على العربة خلف الفراغات.

أرز. التين. 7. المعالجة على آلات الطحن: أ - عقدة على طول الكفاف ، ب - اختيار المسامير ؛ 1 - قالب ، 2 - بكرة ضغط ، 3 - إدراج ، 4 - قطعة عمل ، 5 - مشبك. 6. 8 ، 13 - بين قوسين ، 7 ، 10 - قواطع ، 9 - ضرس. 11 - واقي القاطع ، 12 - مسطرة ، 14 - عربة
بعد قطع المسامير في أحد طرفيها ، يتم تدوير قطعة العمل (أو قطع العمل عند تغذيتها في عبوة) 180 درجة وتغذيتها في أداة القطع بالطرف الثاني. تعتمد دقة حجم لسان طوله على دقة التشذيب. من الأفضل معالجة الطرف الثاني من قطعة العمل ، ووضعها على أكتاف المسامير للنهاية المعالجة بالفعل.
يجب فحص المسافة بين الكتفين أو الجدران الرأسية للدعامات. إذا كان _ يختلف عن ذلك المحدد في الرسم ، فهذا يشير إلى تثبيت توقف غير صحيح أو أن قطع العمل قد تم قصها بشكل غير دقيق أو كان لها أطوال مختلفة.
الطحن غير من خلال.
يظهر مخطط الطحن غير النشط على طول المحطات في الشكل. 8. يتم وضع قطعة العمل على منضدة الماكينة ، ويتم الضغط عليها مقابل التوقف ويتم دفعها ببطء على القاطع حتى يتم ضغط قطعة العمل على المسطرة بحافتها. بعد ذلك ، بناءً على الجدول والمسطرة ، يتم نقل قطعة العمل إلى نقطة التوقف وإزالتها من أداة القطع.
في آلات الطحن ، يُمنع منعًا باتًا: استخدام رؤوس قاطعة أحادية القطع وغسالات تثبيت بالشفاه ؛ أجزاء المعالجة ذات المقطع العرضي الذي يقل عن 5 × 5 سم بدون دافع ؛ قطع الشغل على طول شكل منحني مقابل اتجاه الألياف.