Ағаштағы тікенекті кесуге арналған машинаны қалай жасауға болады. Жәшік шұңқырлы кескіштер Жәшік шанақтарын фрезерлеуге арналған станок
Ағашқа арналған тегістеу машинасының бағасы бірқатар факторларға байланысты және 100 мың рубльден немесе одан да көп болуы мүмкін. Бірақ баға тегістеу жабдығын таңдаған кезде сенуге болатын жалғыз критерийден алыс.

Ағаш кесетін станок ағаш және жиһаз өнеркәсібінде таптырмас құрылғы болып табылады. Көптеген бөліктер масақпен өзара байланысқан.
Тізбекті қосылыстың бірнеше негізгі түрлері бар:
- Қорап;
- дөңгелек;
- сопақ;
- Құйрық.
Маскалар бөлшектерді біріктіруге немесе дайындамаларды ұзартуға көмектеседі.
Масақ - бұл конфигурациясында күрделі байланыстырушы элемент, оны жасау үшін өз қолыңызбен тиісті жабдықты пайдалану қажет.
Жабдық дәл олар шығара алатын шыбықтар түрінен ерекшеленеді.
- Терезелерге, есіктерге және рамалық құрылымдарға арналған шыбықтар. Мұндай тартқыш машиналар бір жақты, екі жақты, өтпелі немесе кері болуы мүмкін. Бұл кергіштердің жұмыс құралдары арнайы аралар, тік және көлденең кескіштер болып табылады. Олардың көмегімен рама мен жақтау ағаш құрылымы үшін қажет түзу шыбықты немесе көзді фрезерлеу жүзеге асырылады;
- Жәшіктер мен көгершіндер басқа типтегі тартқыш машинаны пайдалануды талап етеді. Олар ағаш бұйымдарын немесе жиһазды сериялық өндіру үшін қолданылады. Осы қосылымның арқасында компоненттердің сенімді және берік бекітілуі қамтамасыз етіледі;
- Сопақ және дөңгелек дюбельдер мамандандырылған автоматтарда жасалған ең күрделі дюбельдер болып табылады. «Өз бетімен» оператордың қатысуы азаяды, өйткені мұндай өсулерге дәлдік тұрғысынан жоғары талаптар қойылады. Сондықтан сопақша және дөңгелек шыбықтар автоматтандырылған CNC тартқыш машиналары арқылы жасалады.
Кесетін машинаға қойылатын ең маңызды талап - өңдеудің дәлдігі. Егер бұл жасалмаса, онда бөліктер бір-біріне сәйкес келмейді. Сондықтан қосылу мүмкін болмайды.
Қолдану аясы

Ағаш және жиһаз өндірісінен басқа, өз бетімен тегістейтін машиналарды пайдалана отырып, олар:
- Тұтқа калибрленген ағаш қалқандаржәне ДСП;
- Есік бөліктері мен терезе жақтауларының периметрін басып озу;
- Еден тақталарын өңдеу;
- Паркет жасау.
Тегістеу машиналарының жеке санаты ағаш бөлшектерді біріктіруге арналған жабдық болып табылады. Мұндай машиналар өндірістік базаларда қолданылады, онда тақталарды бір-біріне қосу арқылы ұзындығы бойынша қосу қажет. Ол үшін станок дайындаманың ұштарынан арнайы тісті шыбықтарды кесіп алады, желіммен өңделеді және арнайы преспен басады. Барлық ағаш кесу желілері автоматты режимде жұмыс істейді. Оператордың өз қолымен қатысуы созу және престеу жабдығының жұмысын бақылаудан тұрады.
Тетонерлер сипаттамалары
Ағаш элементтерді қосу бойынша өз бетімен жұмыс істеуге арналған тегістеу машиналарын таңдағанда, сіз тартқыш жабдықтың ең маңызды параметрлеріне назар аударуыңыз керек.
- Машина өңдей алатын дайындаманың максималды диаметрі.
- Жабдықта жасалған шыбықтың максималды ені.
- Таңдалған тартқыш машинада қол жетімді ең үлкен тартқыш диаметрі.
- Машина жасауға арналған шпилька түрі.
- Шпиндель жылдамдығы. Дайындаманы өңдеу жылдамдығы мен сапасы соған байланысты.
- Кесетін станокқа орнатылған электр қозғалтқышының қуаты және оны қоректендіруге арналған электр желісінің түрі. Кейбір машиналар бір фазалы 220 В тұрмыстық электр желісінен қуат алады. Бірақ өнеркәсіптік тенонерлер жоғары сапалы 380 В үш фазалы желіні қажет етеді.
- Жабдықтың өлшемдері мен салмағы. Үлкен салмақдірілден қорғайды, бұл кесілген ұштардың дәлдігіне теріс әсер етуі мүмкін. Бола тұра үлкен өлшемдержәне массасы оның қозғалысы бойынша машинаны шектейді. Күн сайын бір жерден екінші жерге тенон кескішті қайта реттеу қажет болуы екіталай. Сондықтан, созылатын жабдықты пайдалану кезінде ең аз дірілге баса назар аудару керек.
Ол қалай жұмыс істейді
Өзіңіз жасайтын тенон кесетін жабдықпен жұмыс істеу үшін мұндай машиналар байланыстырушы тенондарды жасау үшін қандай принцип бойынша жұмыс істейтінін білуіңіз керек.
Бүкіл процесті бірнеше кезеңге бөлуге болады, олардың әрқайсысы шығарылатын өнімнің соңғы сапасына тікелей әсер етеді.
- Дайындама станоктың жұмыс үстеліне жіберіледі, мұнда ағаш детальқажетті өлшемге сәйкес кесіңіз;
- Осыдан кейін ағаш немесе ағаштан жасалған материал шыбықтар мен көздерді жасауға барады;
- Төсек - бекітуге арналған қысқыш механизмдермен жабдықталған қатты құйылған құрылым. Кереует жұмыс басы орналасқан колоннамен жабдықталған. Міндеттерге сәйкес көзді тақтайшалар, фрезерлер немесе аралар басына қойылады;
- Тарту процесінде дайындаманың бөлінуінен қорғау үшін арнайы автоматты жүйе дайындаманың бетіне желім жағылады. Бұл чиптер мен ақаулардың пайда болуына жол бермейді;
- Сонымен қатар, тарылту машиналары кесу механизмдерімен жабдықталуы мүмкін. Олар өңделетін дайындаманың ұштарын туралау үшін қажет;
- Шығу кезінде біз қажетті конфигурацияның құлақшалары немесе ұштары бар бөлікті аламыз.
Кесетін машинаны сатып алу мақсатына назар аударыңыз. Белгілі бір жағдайлар үшін белгілі бір шешімдер қолайлы.
- Үйде немесе кішігірім шеберханада шағын көлемді өндіріс үшін созу вагондарымен жабдықталған фрезерлік станоктар ең жақсы таңдау болып табылады. Сіз онымен толыққанды фрезерлік станок пен тенон кескіш функциясын аласыз. Бұл бөлек тегістеу құрылғысын сатып алу қажеттілігін болдырмайды. Сонымен қатар, тартқыш арбалары бар фрезер шағын өндірісте жақсы параметрлерді көрсетеді.
- үлкен жиһаз өндірісіонда үлкен сериялы шұңқырларды алу маңызды, CNC модулі бар автоматтандырылған тартқыш кешендері таңдалады. CNC модулі тартқыш станокта шұңқыр қосылыстарының барлық түрлерін жасауға мүмкіндік береді. Мұндай жабдықты орнату оңай және онымен жұмыс істеуді үйрену көп уақытты қажет етпейді.
Қанау
Тетонерлер жұмысының бірнеше ерекшеліктері бар, олар туралы білу сізге пайдалы және жай ғана қызықты болады.
- Ірі конвейерлік өндірістер төбеге бекіту арқылы созылатын жабдықты орнатуды қарастырады. Сонымен қатар, құрылғылар қысқыш қондырғылармен жабдықталған, ал дайындамалар балдық аралармен қабылданады. Дайындама кесуге беріледі, ал фрезерлік штангенциркуль өңдеуді аяқтайды. Дәлірек айтқанда, олардың бірнешеуі;
- Бөлшектің берілу жылдамдығын бақылау үшін вариатор қолданылады. Ол параметрлерді біркелкі басқаруға мүмкіндік береді;
- Жоғары сапалы шпильканы қамтамасыз ету үшін шпиндель басының айналу жылдамдығы 7000 айн/мин болуы керек;
- Нарықта созылатын құрылғылардың бірнеше нұсқалары бар, олар бағыттағыштардың өлшемдерімен ерекшеленеді - 2, 2,5 және 3 м;
- Кескіштің конструкциясы ағаш өңдеу үшін бірнеше түрлі жұмыс құралдарын пайдалануға мүмкіндік береді;
- Тарту қондырғылары қосымша үстел үсті кеңейтімдерімен және пневматикалық қысқыш құрылғылармен жабдықталуы мүмкін.
Шпилька жасайтын машиналар ассортименті зауытты жабдықтауға мүмкіндік береді ең жақсы нұсқажабдық. Бірақ егер бұл шағын шеберхана болса, бұл туралы ойланудың мағынасы бар фрезерлік станокшыбықтарға арналған арбамен.
Қорапты тегістейтін машиналар
TOсанат:
Ағаш өңдеу машиналары
Қорапты тегістейтін машиналар
Машина құрылысы. Жәшік ілгектерін тегістейтін станоктар екі түрлі болады: дайындамалардың ұштарында түзу немесе сына (ШПК -40) және трапеция тәріздес көгершіндер (SHLH -3, ShLH -4) жасау үшін.
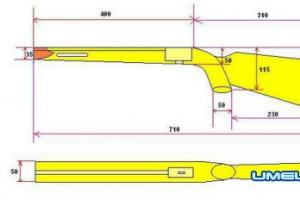
ШПК-40 түзу және сына тігістерін өндіруге арналған бір жақты тартқыш станок дайындаманың бір шетіндегі шұңқырларды өңдеуге арналған және ағаш ұстасында, құрылыста, жиһазда және басқа да ағаш өңдеу салаларында қолданылады. Машина ені 400 мм-ге дейінгі дайындамаларды түзу қорапты дюбельдерді қалыптастырғанда, ал сыналы дюбельдерді жасау кезінде ені 110 мм-ге дейін өңдеуге мүмкіндік береді. Жалпы қалыңдығы 100 мм-ден аспайтын бірнеше дайындаманы (пакет) бір уақытта өңдеуге болады. Дайындаулардың ұзындығы кемінде 250 мм болуы керек. Дамыған түзу шыбықтардың ең үлкен ұзындығы 50 мм, сына - 10 мм.
Көлденең фрезерлік білік, көтеру үстелі және гидравликалық блок қорап тәрізді рамаға орнатылған.
Фрезерлік білік шпиндель түрінде дайындалады, оған ауыстырылатын кескіш жинақтары орнатылған. Шпиндель екі тірекке орнатылған. Оң жақ тірек екі бұрыштық контактілі мойынтіректермен қамтамасыз етіледі. Сол жақ алынбалы мойынтірек - шпиндельдің ұшын қамтитын хабы бар радиалды сфералық шарикті мойынтірек. Алынбалы тірек тұтқасын 90° еңкейтуге болады, бұл соңында құралды өзгертуге арналған аумақты босатады.
Шпиндельді электр қозғалтқышы басқарады, ол тісті беріліс белдігінің керілуін реттеуге болатын айналмалы табаққа орнатылады. 5-кесте гидравликалық цилиндр арқылы тік бағытта жақтау бағыттағыштары бойымен қозғалады.
Дайындама үстелге орнатылады және сол жақ немесе оң жақ бүйірлік бағыттаушы сызғышқа және алдыңғы шеткі тірекке негізделген. Бүйірлік рельстер реттеледі және сыртқы көздің өлшемін реттеуге мүмкіндік береді.
Қажетті созылу ұзындығын қамтамасыз ету үшін соңғы тоқтауды 0…50 мм диапазонында реттеуге болады. Дайындаманы үстелге гидравликалық қапсырмалармен бекітіңіз. Машинаның жоғарғы бөлігінде чиптерді жоюға арналған қаптама орнатылған, ол сорғыш желісіне қосылған. Раманың сол жағында гидравликалық панель бар, оған гидравликалық таратқыштар, сақтандырғыш клапан және үстелдің жылдамдығын өзгерту үшін дроссель 3 орнатылған.
Станоктың гидравликалық жетегі үстелдің цикл бойымен кері қозғалысын қамтамасыз етеді: дайындаманы қысу, берілген беру жылдамдығымен қысылған дайындамалары бар үстелдің жұмыс жүрісі, жоғары тұрақты жылдамдықта қысылған дайындамалары бар үстелдің бос жүруі, бекітуді босату дайындама.
Машинаның гидрокинематикалық схемасы күріште көрсетілген. 114. Гидравликалық қондырғының электр қозғалтқышы қосылған кезде қалақшалы сорғы NP майы F сүзгіш және Р1 және Р2 таратқыштары арқылы машинаның В гидравликалық резервуарына түседі.
Бастапқы (жоғарғы) күйде үстел C1 цилиндрінің поршеньіндегі май қысымымен ұсталады. C1 және C2 гидравликалық цилиндрлерінен май шығатын жер P1 және P2 гидравликалық дистрибьюторларының ортаңғы күйінде бекітіледі. Электромагниттердің және Pi және P2 дистрибьюторларының бір мезгілде іске қосылуымен үстел мен қысқыштар өздерінің бастапқы жоғарғы орнын алады.

Күріш. 1. 111ПК-40 қорапты түзу дюбельдерге арналған тартқыш станок: 1 - төсек, 2 - гидравликалық блок, 3 - дроссель, 4 - фрезерлік білік, 5 - үстел, 6 - бағыттаушы сызғыш, 7 - соңғы тоқтау, 8 - гидравликалық қысқыш, 9 - дайындама , 10 - электр қозғалтқышы, 11 - гидравликалық цилиндр
Үстелдің жұмыс жүрісі Р2 дистрибьюторының b электромагнитін қосу арқылы жүзеге асырылады. Бұл жағдайда P1 және P2 электромагниттері мен дистрибьюторлары өшіріледі - дайындамалар басылады. Жүйедегі қысым көтеріледі, RD қысым қосқышы іске қосылады және P1 дистрибьюторының b электромагниты қосылады - үстел жұмыс істейді.
Жұмыс инсультінің соңында үстел Р1 дистрибьюторының b электромагнитін өшіретін және бір уақытта сол дистрибьютордың а электромагнитін қосатын шекті ауыстырып-қосқыштың штрихын басады. Р2 дистрибьюторының b электромагниті қосылған кезде үстел жоғары қарай жылжи бастайды.
Үстелдің жоғарғы позициясына жеткенде, Р2 гидравликалық дистрибьютордың b электромагнитін өшіретін және Р2 гидравликалық таратқыштың а электромагнитін қосатын шекті қосқыш іске қосылады. Қысқыштардың кетуі бар, ал дайындама босатылады. C1 цилиндріндегі май P1 гидравликалық дистрибьютор катушкасының ортаңғы позициясымен бекітілгендіктен, үстел үстіңгі күйде бекітілген.
Төтенше электр қуатын өшіру жағдайында үстел мен қапсырмалар бекітіледі (үстел тоқтайды, дайындама басылады), өйткені P1 және P2 гидравликалық клапандары автоматты түрде ортаңғы күйге орнатылады. Дайындаманы кесу аймағынан алып тастау және оны ажырату үшін Р1 гидравликалық таратқыштың электромагнитін a және Р2 гидравликалық таратқыштың b электромагнитін қосу арқылы үстелді бастапқы орнына көтеру керек.
Цикл басқару панелінде орналасқан «Цикл» түймесін басу арқылы қосылады. «Орнату» режимінде осы позицияларда тоқтау арқылы үстелді жоғары және төмен жылжытуға болады.
Жүйедегі қысым КП қауіпсіздік клапаны арқылы реттеледі және MN манометрімен басқарылады. Үстелдің жұмыс жүрісінің жылдамдығы RP ағын реттегішінің дроссельімен реттеледі.
Жұмыс режимін таңдау. Станоктағы беру жылдамдығы ағаш түріне, дайындаманың еніне және шұңқырдың ұзындығына байланысты тағайындалады. Кестеде. 6 ағаш ылғалдылығы 10% болатын ені 8 мм түзу қорапшаларды өңдеу кезінде кесу шарттарын көрсетеді.
Режимдерді тағайындау кезінде фрезерлік білік электр қозғалтқышының қысқа мерзімді шамадан тыс жүктелуіне 25% артық емес рұқсат етіледі. Қатты ағаш бөліктерінің сына шыбықтарын өңдеу кезінде беру жылдамдығы 4,5 м / мин аспауы керек.

Күріш. 2-сурет. Жәшіктің түзу тартқыштарына арналған тартқыш машинаның гидрокинематикалық схемасы: а, б - электромагниттер, В - резервуар, NP - қалақшалы сорғы, F - сүзгі, КП - сақтандырғыш клапан, MN - манометр, RP - ағынды реттегіш, PI , Р2 - таратқыштар, RD - қысымды ажыратқыш, Ts1, Ts2 - гидравликалық цилиндрлер, XX - бос жүріс, PX - жұмыс жүрісі
Машиналарды орнату. Тікелей қорап шыбықтарын өңдеу үшін 25 кескіш жиынтығы қолданылады. Фрезерлік білікке бекітілген жиынтықта өндірілетін көздің еніне тең диаметрі, ені B бірдей кескіштер болуы керек. Фр-эз енінің ауытқуы 0,03 мм-ден аспауға рұқсат етіледі.
Сына шыбықтарын өңдеу кезінде сына тістері бар екі фрезерлік кескіштер жиынтығы қолданылады. Кескіш тістердің биіктігі мен пішіні бірдей болуы керек. Шпиндельге жоңқа немесе доғал тістері бар кескіштерді орнатуға жол берілмейді. Қылшықтардағы кескіштер гайкалармен мықтап бекітілуі керек.
Кесетін құралды ауыстырар алдында басқару панеліндегі қосқышты «Орнату» күйіне қою керек. Бұл фрезерлік білікті қозғалтқышты қосу мүмкіндігін болдырмайды.
Құралды ауыстыру үшін тірек кронштейннің арнайы гайкасын бұрап алыңыз, оны шпиндель бойымен жылжытыңыз және шпиндельдің ұшынан құралға еркін қол жеткізуді қамтамасыз ете отырып, оны 90° бұраңыз. Жаңа құрал келесі ретпен орнатылады. Қысқышты үстелге қосатын бүйірлік топсалы болттар жоғарғы позицияға жылжытылады және жоғарғы корпусқа мықтап бекітіледі. «Үстелді төмен қарай бастау» түймесін басу арқылы үстел ең төменгі күйге орнатылады, содан кейін қысқыштары бар корпус құралға еркін қол жеткізуді қамтамасыз ететін 90 ° еңкейтіледі. шпиндельді ұстау кілт, кескіштер жинағын бекіту үшін сол жақ гайканы бұрап алыңыз.
Тікелей қорап тенонына арналған кескіштер жинағы бір-бірімен тісті муфта арқылы жалғанған екі қаламнан тұрады. Алдымен 12 кескіші бар сол жақ түкті, содан кейін 13 кескіші бар оң жақ түкті алып тастайды.
Құралдарды ауыстырған кезде қауіпсіздік ережелерін сақтау керек. Кескіштер жинағы алынып, оны кейіннен цехтың тегістеу бөліміне тасымалдау үшін арнайы жәшікке салынады.
Сына шыбықтарын өңдеуге арналған екі кескіш те аралық сақиналар мен төлке арқылы шпиндельге және бүйірлік бағыттаушы сызғыштарға қатысты төтенше жағдайларда орнатылады. Құралды орнатқаннан кейін жиналмалы кронштейнді арнайы гайкамен бекітіңіз. Кронштейн жетектің қозғалтқышын қосуға жол бермейтін құлыппен жабдықталған, сондықтан кронштейннің блоктау микроауыстырғышымен дұрыс әрекеттестігіне назар аудару керек.
«Кестені бастау» түймесін басу арқылы кесте бастапқы жоғарғы орнына қайтарылады. Содан кейін қысқышты жұмыс орнына орнатыңыз. Сызғыштың бүйірлік бағыттағыштары сыртқы көздің еніне байланысты реттеледі. Сол және оң сызғыштар түзу ұштары бар екі жұптастырылған дайындаманы бір уақытта өңдеуге болатындай етіп реттеледі. Әрбір жолды реттеу қосулы қажетті өлшемэкстремалды шыбықтан сәйкес бұрандамен жүзеге асырылады.
Соңындағы тіреуіштің қажетті ұзындығына дейін бұранданы бұрау арқылы реттеледі, содан кейін оны бекіткіш гайкамен бекітеді.
Гидравликалық қапсырмалар үстелге екі тірекпен және топсалы бұрандалармен бекітіледі.
Үстел штрихының мәні рамаға орнатылған микробағдарламалардың орналасуымен анықталады. Олардың жұмысының дұрыстығын тексеру үшін режим ауыстырып-қосқышы арқылы машина «Баптау» режиміне ауыстырылады және үстелдің жоғары және төмен қозғалысы жаттығады.
Инсульттің қажетті жылдамдығын орнату үшін дроссель тұтқасын бұраңыз. Машинаны іске қоспас бұрын, чиптерді кетіруге арналған сорғыш жүйесі қосылады.
Фрезерлік шыбықтар сапасын жақсарту және кескіштер ағаштан шыққан кезде сынуды болдырмау үшін қосымша тіреуіш қолданылады - тірек штангасы немесе дайындама орнатылған қалқан. Бірінші өту кезінде тірек тақтасының соңында шыбықтар пайда болады. Кескіштермен үнемі әрекеттесетін тірек тақтасының соңы тез тозады, сондықтан оны мезгіл-мезгіл қайта орналастыру немесе жаңасымен ауыстыру керек.
Машиналарда жұмыс істеу. Станокты автоматты циклде іске қосу фрезерлік білік электр қозғалтқышы мен гидравликалық сорғыны қосу түймелерін кезекпен басу арқылы жүзеге асырылады. Машинаны бір жұмысшы басқарады. Ол тақталар бумасын алып, оны үстелдің үстіне қояды және оны бағыттаушы сызғышқа және алдыңғы шеткі аялдамаға қарай басып туралайды. «Цикл» түймесін басқаннан кейін тақталар автоматты түрде жұмыс істейтін қысқыш арқылы үстелге басылады және үстел жұмыс және кері қозғалыс жасайды. Бөлшектің бастапқы орнында. ажыратылады және машинист оларды 180° бұра отырып, сол машинаның параметрімен екінші шетіндегі шпонкалы станокқа қайтадан негіздейді. Екінші өтуден кейін дайын бөліктер қабатталады.
Бөлшектердің партиясын өңдеуді аяқтағаннан кейін, машина операторы бүйірлік бағыттаушы сызғышты шыбықтың қалыңдығына дейін жылжытып немесе бұл үшін екінші бағыттаушы сызғышты қолдана отырып, түйісетін тақталарды бекітуге кіріседі.
Некеге жол бермеу үшін машинаға кіретін тақталардың қанаттылығы, қисаюы, ұштарының шеттері мен бетіне перпендикуляр болмауы керек. Өңдеу кезінде алынған шпилькалардың сапасы аспаппен немесе жұптасқан бөлшектердің шпилька түйінін сынап құрастыру арқылы көзбен бақыланады.
Шпильканың қалыңдығы мен ілмектің ені штангенциркуль немесе басқа өлшеуіш аспаппен шпилька түбінен және шпильканың шеткі бетінен шпилька ұзындығының 1/4 бөлігінде қашықтықта орналасқан нүктелерде өлшенеді. Осы бөліктің барлық шыбықтары мен құлақшаларын тексеріңіз.
24.05.2015
Тікелей тенонға арналған тартқыш машиналар классификациясы бойынша бір жақты және екі жақты болып бөлінеді. Бір жақты станоктарда бір жұмыс циклінде шпилькалар дайындаманың бір ұшында, ал екі жақтыда шпилькалар дайындаманың екі ұшында бір мезгілде фрезерленеді.
Тікелей шыбықтарды фрезерлеу екі жағдайда да дискілік кескіштер жиынтығымен немесе ілмек түріндегі кескіштер жиынтығымен жүзеге асырылады. Бұл кескіштерді пайдаланған кезде дайындаманың кескіш құралға берілуі радиалды (кескіш радиусы бойынша) немесе тангенциалды (кесу шеңберіне жанама) бағытта жүзеге асырылуы мүмкін.
Масақты өңдеудің технологиялық сұлбасы (147-сурет) радиалды беріліс кезінде ілмектің қуысының түбі қисықтық радиусы r және қисықтық көрсеткі бар ойыс екенін көрсетеді.
Іс жүзінде у 1 мм-ден аспайды және ойыс құрастыру технологиясына әсер етпейді.Бұл жағдайда қолмен беретін бір жақты станоктар қолданылады, оларда бір уақытта тек бір дайындаманы өңдеуге болады.
Дайындаманың тангенциалды берілісімен қуыстың түбі түзу сызықты болады (147-суретті қараңыз). Бұл жағдайда дайындамаларды бір уақытта бір және екі шетінен партиялармен фрезерлеуге болады. Дайындаманың радиалды берілісімен қозғалыс үзіліссіз, ал тангенциалды берілу кезінде ол үздіксіз болады. Чиптің қалыптасу кинематикасы да әртүрлі.
Қазіргі уақытта радиалды беріліспен созатын машиналар жоқ. Бұрын шығарылған ШП-1 машиналары қазір тек қосалқы өндірісте қолданылады.
Тангенциалды азықтандыру машиналары кеңінен қолданылады. Мәскеу ағаш өңдеу станоктары мен автоматты желілер зауыты ШПА-40 бір жақты созу станогын жаппай шығарады (148-сурет, а). Станоктың негізгі құрамдас бөліктері: шойын төсек 1, оның үстіне көлденең фрезерлік білік 2 орнатылған, электр қозғалтқышымен 6 V белдік арқылы басқарылады және екі гидравликалық мембраналық қысқыштары бар шойын жылжымалы үстел 5 7 дайындамаларды фрезерлеу кезінде бекітуге арналған. Кереуетте үстелге арналған тік бағыттағыштар бар.
Үстелдің төменгі бөлігі гидравликалық цилиндрдің 4 штангасына қатты бекітілген, ол фрезерлік білікке қатысты үстелді тігінен көтереді. Үстелдің үстіңгі жазықтығында дайындамалар басылған жылжымалы сызғыш 8 бекітілген. Үстел үстіндегі сызғыш фрезерлік біліктің осіне перпендикуляр орнатылады, ал ось бойымен ол бірінші тенонның иығының қажетті еніне реттелгенде қозғала алады.
Қысқыштар үстелге тіректер арқылы бекітілетін көлденең тірекке орналастырылады. Бұл дизайн оларды көлденең және тік жазықтықта жылжытуға және өңделетін дайындаманың ені мен қалыңдығына байланысты орнатуға мүмкіндік береді. Жұмыс орнықысқыш арнайы қысқыш құрылғылармен бекітіледі. Фрезерлік білікке қорғаныс 3 орнатылған.Ол үш подшипникке орнатылған, оның үшіншісі терминал, алынбалы. Бұл дискі кескіштерді орнатуға мүмкіндік береді көлденең білік.
Суретте. 148, 6 машинаның гидравликалық схемасын көрсетеді. 1-ші резервуардан 2-сүзгіге өткен май 3-сораппен қысым желісіне жеткізіледі. Қысым желісі мұнай құбырларымен қапсырмалардың 11, реттеуші клапанның 5, кері бұру клапанының 5 және сақтандырғыш клапанының 4 гидравликалық цилиндрлеріне қосылған. Қазіргі уақытта вагон дайындамалармен тиелген, қысымда май қысымы жоқ. желісі, өйткені қауіпсіздік клапанының жоғарғы қуысы түсіру клапаны 9 және басқару клапаны 8. тас жол арқылы ағызу клапанына қосылған.
Үстел басқару клапанының тұтқасын 8 сағат тілімен бұру арқылы беріледі. Осылайша катушканың 5 және катушканың 9 жоғарғы қуысы қысым сызығына, ал катушканың 5 төменгі қуысы дренажға жалғанады. Қысым сызығында
қысым клапанда 4 орнатылған мәнге дейін көтеріледі, қысым мәні манометр 10 арқылы көрсетіледі. Осы уақытта қысқыш цилиндрлер 11 іске қосылады, ал қысқыштар дайындаманың үстеліне бекітіледі. Бұл кезде катушка поршені 5 май қысымының әсерінен төмендейді, гидравликалық цилиндрдің 12 төменгі қуысын қысым сызығымен, ал жоғарғы қуысты су төгетін құбырмен байланыстырады. Гидравликалық цилиндрдің штангасы үстелмен және бекітілген дайындамаларымен бірге кескіштердің кесу аймағына көтеріледі. Үстелдің шеткі жоғарғы позициясында үстелге бекітілген өзек 13 басқару клапанын 8 бастапқы орнына бұрады. Золотник поршеньдерінің сәйкес қозғалысынан кейін желідегі май гидравликалық цилиндрдің 12 жоғарғы қуысына түседі және үстел төмен қарай жылжи бастайды. Сақтандырғыш клапан бұл уақытта қысымды сақтайды, өйткені түсіру катушкасында 9 серіппенің әсерінен поршень жоғарғы күйде болады, ал қауіпсіздік клапанын осы катушкамен байланыстыратын түтік оқшауланған. Үстел төменгі бастапқы позицияны алған кезде, штанга 13 катушканың поршеніне 9 әсер етеді және ол қауіпсіздік клапанын су төгетін құбырға қосатын төтенше жағдайға ауысады. Желідегі қысым төмендейді, қысқыш гидравликалық цилиндрлердің поршеньдері серіппелердің әсерінен көтеріліп, дайындаманы қысқыштан босатады және цикл қайталанады. Берілу жылдамдығы дроссель 5 және 7 арқылы басқарылады, ал бос жүріс жылдамдығы өзгермейді.
Отандық өнеркәсіп сонымен қатар екі жақты тегістеуіштерді шығарады қорап машиналары Sh2PA және Sh2PA-2. Соңғы үлгі Sh2PA машинасының вариациясы немесе модификациясы болып табылады. Ол ұзартылған төсекте ғана ерекшеленеді, бұл ұзағырақ дайындамаларды өңдеуге мүмкіндік береді. Бұл машина ең заманауи, өтпелі типті, конвейерді беру механизмімен және журналды тиеумен жабдықталған, ол жоғары өнімді және қорап бөлшектерін жаппай өндіруде және автоматты желілерге салынған.
Бұл машинаның дизайны дайындамаларды тек кең беті бар бағыттаушы траверстерге негіздеуді қарастырады. Шпинг фрезерлік шпиндельдердің жоғарыдан төмен қарай тік қозғалысымен орындалады, дайындама тоқтап, конвейер үздіксіз қозғалады.
Суретте. 149 көрсетілген технологиялық жүйе Sh2PA машинасы. Дүкеннен дайындама 1 2 итергіш 6 (конвейер шынжырлары 4) негізгі арқалықтар бойымен қозғалады 3. Ара дискімен 7 өңдеу процесінде дайындамалар конвейер қысқышымен 5 негізгі жазықтықтарға үздіксіз басылады. Конвейер тізбегі топсалы итергіштермен жабдықталған 6. Итергіштерді қосу және өшіру үшін итергіштер 6 тірекке сүйенетін және шынжырлар қозғалған кезде олардың бойымен сырғанап тұратын бағыттаушы сызықтар 9 қызметін атқарады. Шкаф бағыттағыштан шыққаннан кейін итергіш аударылып, дайындаманы 8 жалғыз қалдырады.Дайындаманың орнында тұрғанда, штангенциркуль 10 кескіштер жиынтығымен 11 бағыттауыштардың бойымен тігінен қозғалады 12. Фрезерлік аспапты түсіру процесінде фрезерлеу ұшқындар пайда болады. Суппорттың 10 жұмыс және бос қозғалысы жетек білігінен 13 бұрандалы беріліс 14 арқылы беріледі.
Sh2PA-2 машинасының кинематикалық диаграммасы күріште көрсетілген. 150. Конвейерді беру механизмі электр қозғалтқышымен 1 цилиндрлік тісті доңғалақтар мен червякты беріліс 2 арқылы қозғалады. Фрезерлік штамптардың тік қозғалысы цилиндрлік жұдырықшалармен 4 байланыстырылған рычагтық механизмдердің 3 көмегімен жүзеге асырылады. рычаг саусақ жүйелерге кіретін профиль ойығы бар. Жұдырықшаның профильдік ойығы рычагтармен бірге штангенциркульдің қозғалысын жоғары және төмен көшіретіндей етіп жасалған.
Профильді жұдырықша 4а шынжырлы конвейер арқылы негізгі жетек білігімен қозғалады.
Фрезерлік бастиек бірдей жұдырықшамен және бас тірекке орнатылған екі ұзартқыш серіппелермен 5 бастапқы (жоғарғы) күйіне оралады.
Калибрлер чип жинағыштармен жабдықталған, олар пневматикалық тасымалдау жүйесіне қосылған. Дайындамаларды конвейер бағыттағыштарына басу үшін конвейер шынжырларының 17 үстінде орналасқан қысқыш құрылғылар 13 және 11 (оң және сол) қолданылады.Қысқыш құрылғы 12 тұтқаны пайдаланып көлденең және тік бағытта қозғалады.Қысқыш траверспен жабдықталған. V-белдіктерге арналған екі ойығы бар еркін орнатылған роликтер 9 . Ара шпинделі 10 MD қозғалтқышы болып табылады, оның соңында ара бекітілген. Бұл шпиндельдердің калибрлері тік 20 және көлденең 21 қозғалысқа арналған механизмдермен жабдықталған. Шпиндель градуирленген шкала бойынша орнатылады.
Фрезерлік шпиндель 6 - тұғырдың тік бағыттағыштары бойымен қозғалатын штангенциркульге үш шарикті подшипникке орнатылған көлденең білік.
Фрезерлік суппорттың жетегі электр қозғалтқышынан 7 V-белдік беріліс қорабы 8 арқылы жүзеге асырылады. Электр қозғалтқышы қозғалтқыш астындағы тербелмелі пластинаға орнатылған. 22-дүкеннен дайындамалар конвейер шынжырларының 17 тоқтауларымен 16 ұсталып, кескіш бастарға беріледі.
Ара тіректері 19 алдымен жол бойына орнатылып, дайындаманы дәл ұзындығы бойынша қалыптастырады. Содан кейін дайындама фрезерлік шпиндельдердің 6 әрекет ету аймағына беріледі.
Фрезерлік аймақта дайындама тоқтайды, өйткені шынжырдың итергіш жұдырықшасы 16 бағыттаушыдан 23 шығып, топса осінің айналасында айналады да, дайындамаға қосылу аймағын қалдырады. Осы кезде фрезерлік шпиндельдер түсіріліп, шыбықтар кесіледі, содан кейін шпиндельдер бастапқы орнына көтеріледі және осы кезде басқа дайындама көтеріліп, өңделгенін итеріп шығарады және өзі кесу аймағында тоқтайды. Содан кейін цикл қайталанады. Фрезерлік аймақта дайындаманың тоқтайтын орны механизм 18 арқылы реттеледі.
Жылжымалы тұғыр (оң жақта) қуаты 0,5 кВт электр қозғалтқышынан 14, бір жіпті червякты беріліс 15 және станок жақтауының бүйір қабырғасына орнатылған тірекке 23 жалғанған тік беріліс арқылы рама бойымен қозғалады. Оң жақ тұғырды және бөлшектің ұзындығы бойынша кескіш құралдарды дәл орнату машинаның алдыңғы жағына шығарылған тұтқа 24 арқылы жүзеге асырылады; тұтқа білігі фрикционды муфта арқылы тісті доңғалақ құртына қосылады.